HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 460
434
13 T abulky a přehl edy
1
3
.1
V
š
e
o
b
e
c
n
é
p
arame
try
u
ž
iv
a
te
le
SL cykly
MP7420
Kanál kolem obrysu frézovat ve smyslu h odinových ručiček pro ostrůvky a
proti smyslu hodin ových ručiček pro kapsy: +0
Kanál kolem obrysu frézovat ve smyslu hodin ových ručiček pro kapsy a
proti smyslu hodin ových ručiček pro ostrůvky: + 1
Obrysový kanál vyfrézovat před vyhrubován m: +0
Obrysový kanál vyfrézovat po vyhrubován : +2
Sjedn otit korigované obrysy: +0
Sjedn otit nekorigované obrysy: +4
Vyhrubovávat vždy až do hloubky kapsy: +0
Kapsu úplně ofré zovat a vyhru bovat před každým dalš m př suvem: +8
Pro cykl y G56, G57, G58, G59, G121, G122, G123, G124 plat :
Na konci cyklu naje t nástrojem na posledn polohu n aprogramovanou
před vyvolán m cyklu: +0
Na konci cyklu pouze vyjet nástroj em v ose vře te na: +16
SL cykly skupiny I, způsob prováděn (ne u
TNC 426, TNC 430)
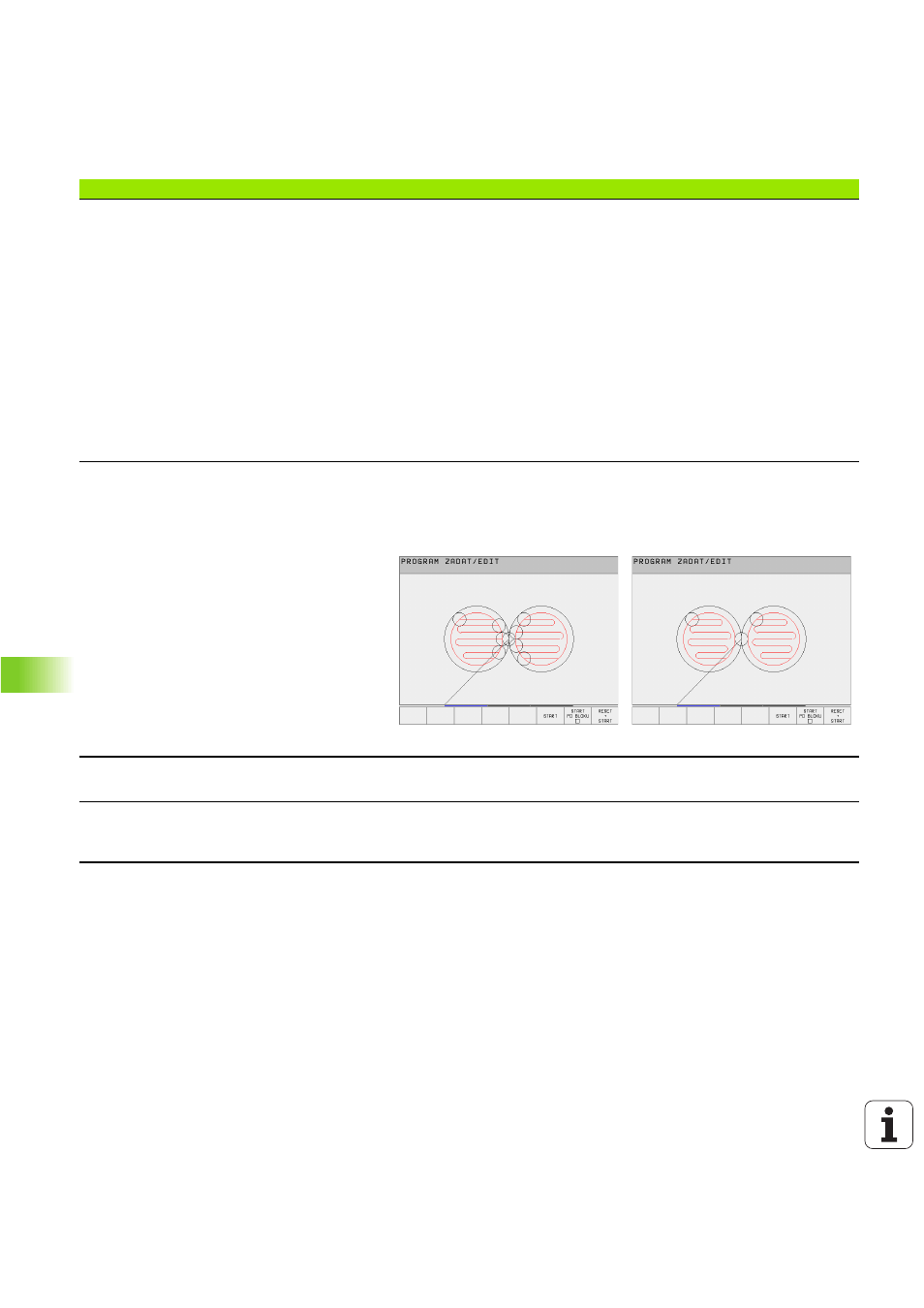
MP7420.1
Vyhrubovat odděle né oblasti meandrovým poh ybe m se zdvihac m
pohybem: +0
Vyhrubovat odděle né oblasti za sebou be z zdvihac ho pohybu: +1
Bit 1 až bit 7: Reservováno
MP7420.1=0 (malé kroužky = zan ořovac pohyby) MP7420.1=1
Cyklus 4 FRÉZOVÁNÍ KAPES a cyklus 5
KRUHOVÁ KAPSA: faktor překryt
MP7430
0,1 až 1,414
Př pustná odchylka rádiusu kruhu v
koncovém bodě kruhu v porovnán s
počátečn m bodem kruhu (ne u TNC 410)
MP7431
0,0001 až 0,016 [mm]
Obráběn a prováděn programu