HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 59
HEIDENHAIN TNC 410, TNC 426, TNC 430
33
3
.1
Pr
og
ra
m
o
v
á
ní
a
pr
ov
e
d
e
n
í j
e
d
nodu
c
h
é
h
o
ob
rá
bì
n
í
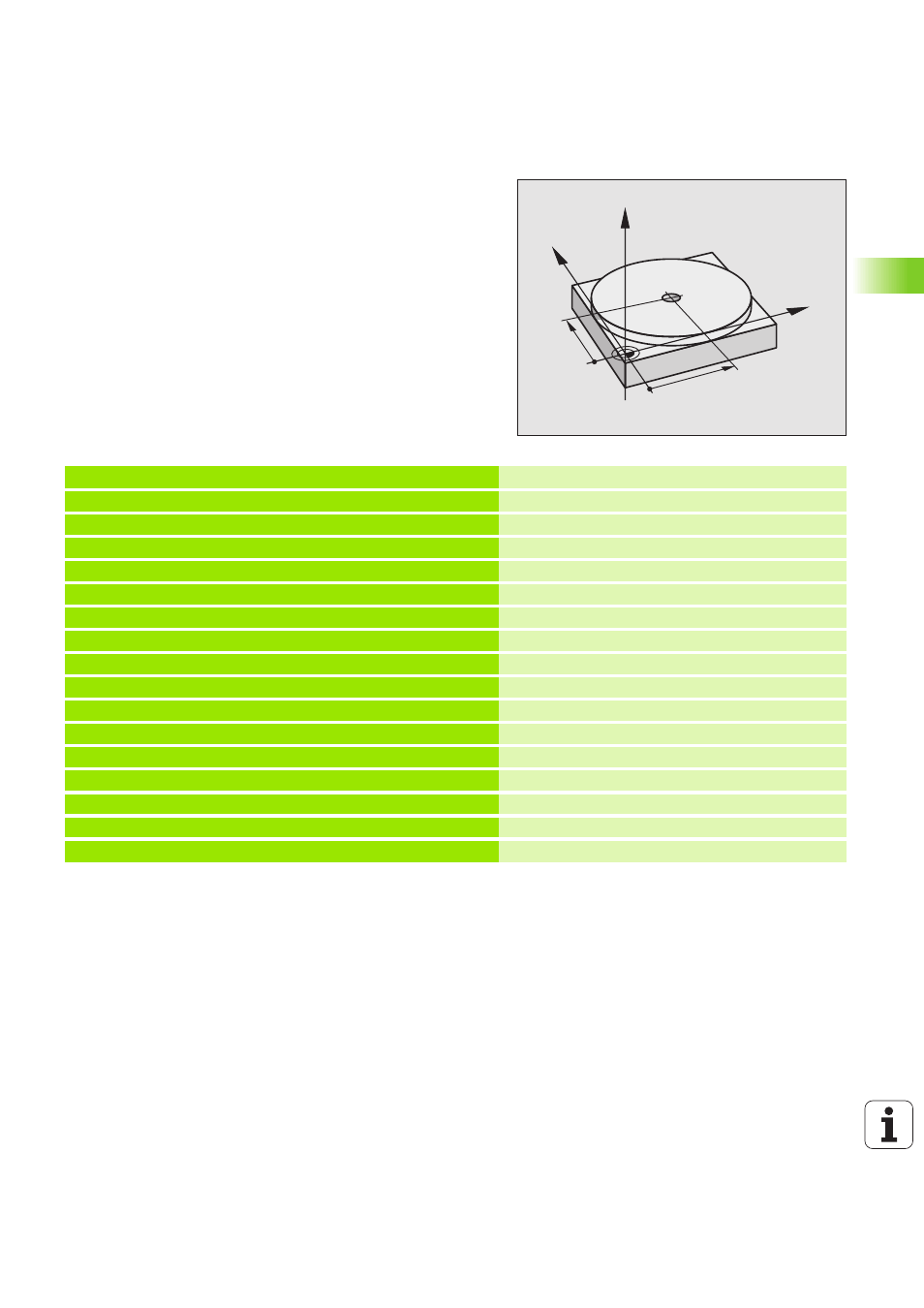
Př klad 1
Jedin ý obrobek má být opatřen 20 mm hlubokou d rou. Po u pnut
obrobku, jeho vyrovnán a n astaven vztažného bodu lze vrtán
naprogramovat a provést několi ka málo řádky programu.
Nejprve je nástroj pomoc př mkových bloků pře dpolohován nad
obrobkem a napol ohován do bezpečnostn vzdálenosti 5 mm nad
vrtanou d rou . Potom se prove de vrtán s cyklem G83 Vrtán .
Funkce př mky G00 (viz „Př mka rychloposuvem G00 Př mka
posuvem G01 F... .” n a str. 127), cyklus G83 Vrtán (viz „HLOUBKOVÉ
VRTÁNÍ (Cykl us G83)” na str. 185).
Y
X
Z
50
50
% $MDI G71 *
N10 G99 T1 L+0 R+5 *
Defini ce nástroje: nulový nástroj , rádius 5
N20 T1 G17 S2000 *
Vyvolán nástroje: osa nástroje Z,
Otáčky vřeten a 2 000 ot/min
N30 G00 G40 G90 Z+200 *
Vyjet nástrojem (rychloposuvem)
N40 X +50 Y+50 M 3 *
Polohovat nástroj rychloposuvem nad vrtaný otvor,
STAR T vře te na
N50 G01 Z+2 F 2000 *
Polohován nástroje 2 mm nad vrtanou d ru
N60 G83
Definovat cyklus G83 Vrtán :
P01 +2
Bezpečnostn vzdálenost nástroje nad d rou
P02 20
Hloubka vrtané d ry (zn amé nko = směr obráběn )
P03 +10
Hloubka dané ho př suvu před zpětným pohybem
P04 0,5
Časová prodleva na dně d ry v sekundách
P05 250 *
Posuv při vrtán
N70 G79 *
Vyvolat cyklus G83 Vrtán
N80 G00 G40 Z+200 M2 *
Vyjet nástroje
N99999 %$M DI G71 *
Konec programu