HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 194
168
7 Programován : př davné funkce
7.
5
Pø
íd
a
v
né
f
unk
c
e
pr
o r
o
ta
è
n
í os
y
Účinek
M114 je účinná na začátku bloku, M115 na konci bl oku. M114
nepů sob při aktivn korekci rádiusu nástroje.
M114 zruš te funkc M115. Na konci programu se M114 rovněž zruš .
Zachován polohy hrotu nástroje při polohován
naklápěc ch os (TCPM*): M128 (ne u TNC 410)
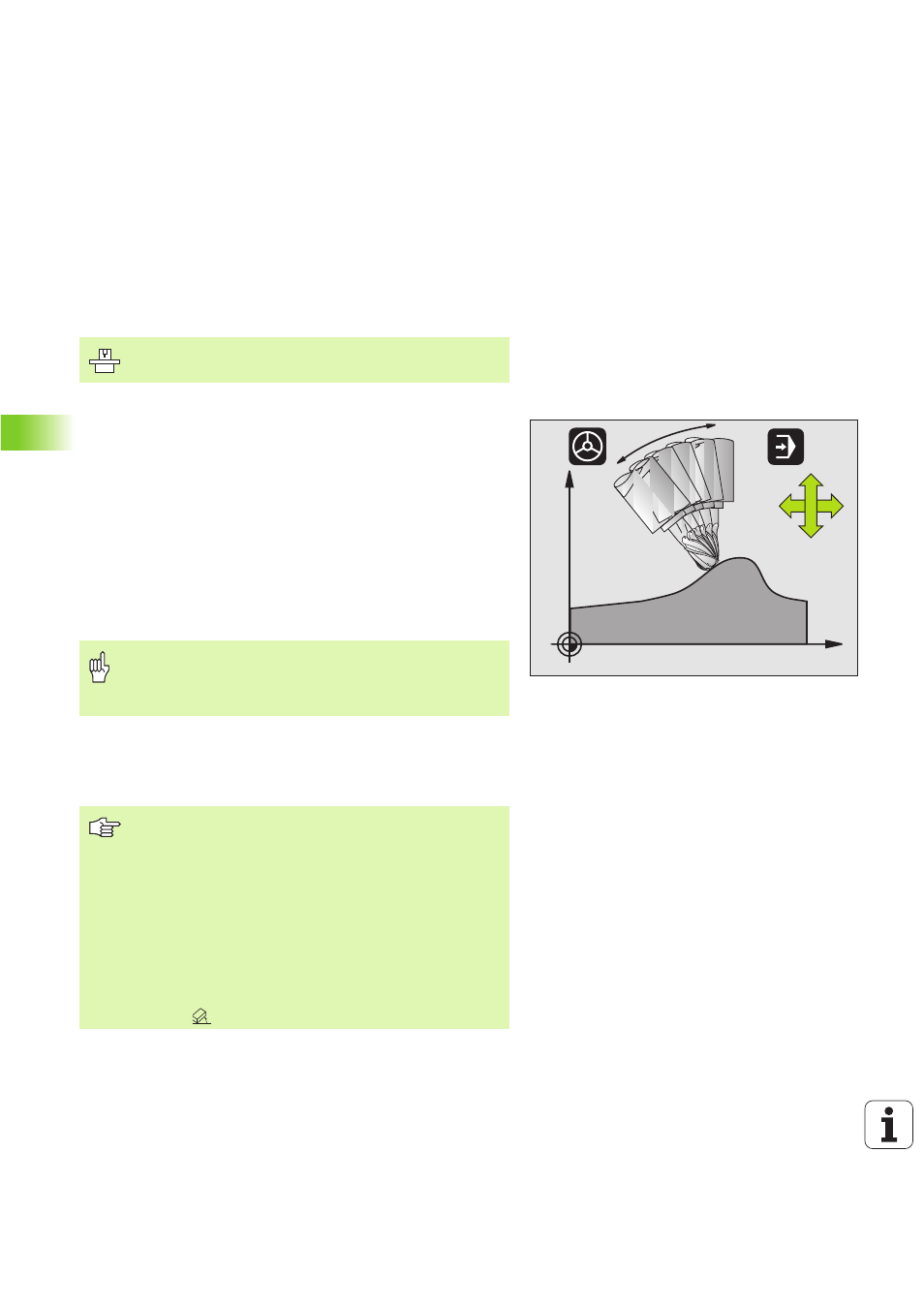
Standardn chován
TNC naj žd nástrojem n a polohy definovan é v programu obráběn .
Změn li se v programu poloha naklápěc osy, pak se mus takto
vzniklé přesazen v lineárn ch osách vypoč tat a najet na n ě v
polohovac m bloku (viz obrázek u M114).
Chován s M128
Změn li se v programu poloha ně které ř ze né naklápěc osy, pak
zůstane běh em proce su n aklápěn poloha hrotu nástroje oproti
obrobku n ezměněna.
Použijte M128 ve spojen s M118, chce te li během prováděn
programu změni t polohu naklápě c osy ručn m kolečkem. Proložené
polohován ručn m kole čkem se při aktivn M128 u skutečn v pevn ém
strojn m souřadném systému.
Za M128 mů žete zadat ještě posuv, j mž T NC provede kompenzačn
poh yby v lin eárn ch osách. Nezadáte li žádný posuv n ebo zadáte
posuv větš n ež jaký je definován ve strojn m parametru 7471, je
účinný posuv ze strojn ho parametru 7471.
Geometrie stroje mus být definována výrobcem stroje ve
strojn ch parametrech 7510 a následuj c ch.
U n aklápěc ch os s Hirthovým ozuben m: polohu
naklápěc osy měňte pouze tehdy, když jste odje li
nástrojem. Jinak by mohlo při vyj žděn z ozube n doj t k
poškozen obrysu.
Před polohován m s M91 nebo M92 a před blokem T:
zrušit M128.
Aby se zabránilo poškozen obrysu, sm te s M128 použ t
jen rádiusovou frézu .
Dé lka n ástroje se mus vztahovat ke středu koule
rádiusové frézy.
TNC současně nen aklop aktivn korekci rádiusu
nástroje. T m vznikne chyba, která závis na ú hlovém
nastaven rotačn osy.
Je li M128 aktivn , zobraz TNC v indikaci stavu
symbol
.
X
Z
B
Z
X