10 .1 0 . p ř k lad y p ro g ramo v án – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 384
358
10 Programován : Q parametry
1
0
.1
0
. P
ř
k
lad
y
p
ro
g
ramo
v
án
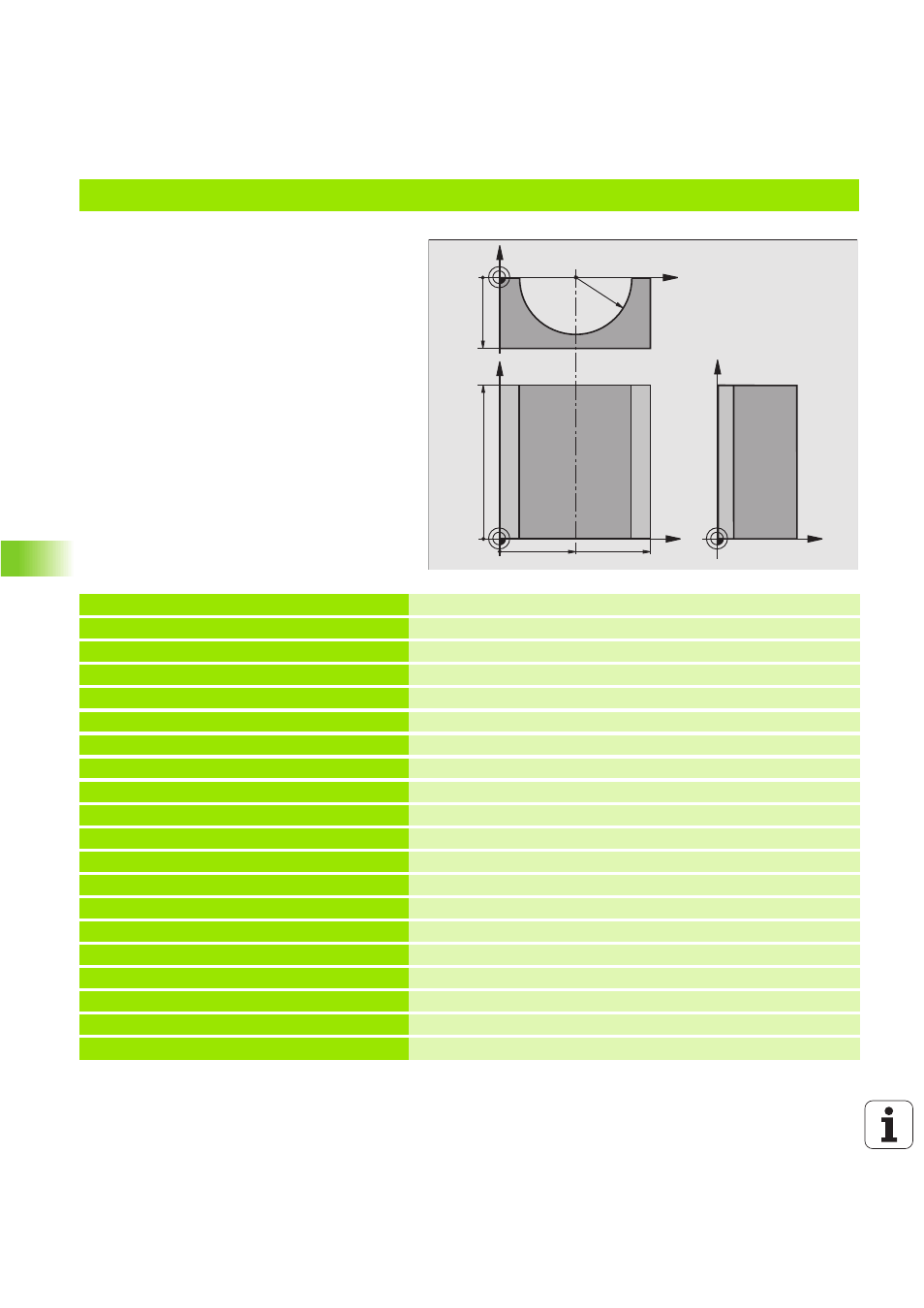
Př klad: vydutý (konkávn ) válec s kulovou frézou
Průběh programu
n
Program fu nguje pouze s kulovou frézou, délka
nástroje se vztah uje ke středu kou le.
n
Obrys válce je n apodoben velkým množstv m
př mkových ú seků (lze de fin ovat v Q13). Č m
v ce kroků je de fin ováno, t m hladš je obrys.
n
Vále c se frézuje v podélných řezech (zde :
paralelně s osou Y).
n
Směr fré zován urč te pomoc úhlu startu a
koncového úhl u v prostoru:
Směr obráběn ve smyslu hodinových ručiček:
úhel startu > úhel konce
Směr obráběn proti smysl u hodinových
ručiče k: úhe l startu < úhel konce
n
Rádius nástroj e se koriguje automaticky.
%ZYLIN G71 *
N10 D00 Q1 P01 +50 *
Stře d v ose X
N20 D00 Q2 P 01 +0 *
Stře d v ose Y
N30 D00 Q3 P 01 +0 *
Stře d v ose Z
N40 D00 Q4 P 01 +90 *
Prostorový úhel startu (rovina Z/X)
N50 D00 Q5 P 01 +270 *
Prostorový koncový úhel (rovina Z/X)
N60 D00 Q6 P 01 +40 *
Rádius válce
N70 D00 Q7 P 01 +100 *
Délka válce
N80 D00 Q8 P 01 +0 *
Natočen v rovině X/Y
N90 D00 Q10 P 01 +5 *
Př davek na rádius válce
N100 D00 Q11 P 01 +250 *
Posuv př suvu do hloubky
N110 D00 Q12 P 01 +400 *
Posuv při fré zován
N120 D00 Q13 P 01 +90 *
Počet řezů
N130 G30 G17 X+0 Y+0 Z 50 *
Definice neobrobené ho polotovaru
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L +0 R+ 3 *
Definice nástroje
N160 T1 G17 S4000 *
Vyvolán nástroje
N170 G00 G40 G90 Z+250 *
Vyjet n ástroje
N180 L10,0 *
Vyvolán obrábě n
N190 D00 Q10 P 01 +0 *
Zrušen př davku
X
Y
50
100
100
Z
Y
X
Z
-50
R4
0