Vrtání (cyklus g200) – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 212
186
8 Programován : cykly
8.
3 C
ykl
y
k
vr
tá
n
í,
ø
e
z
á
n
í
vn
it
ø
n
íc
h
z
á
v
it
ù
a f
réz
o
ván
í z
á
v
it
ù
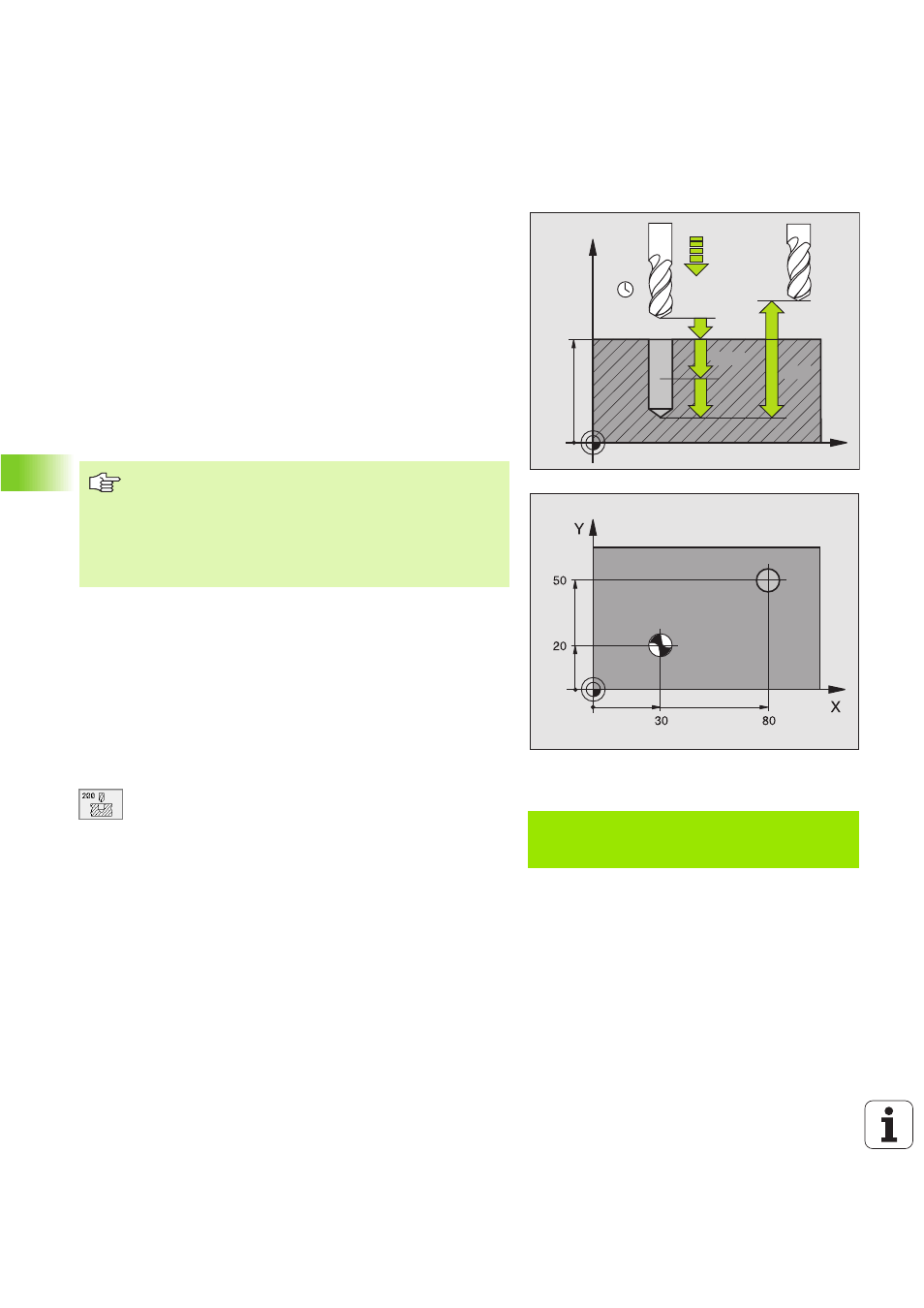
VRTÁNÍ (cyklus G200)
1 TNC napoloh uje nástroj v ose vřetena rychloposuvem do
bezpečnostn vzdálenosti nad povrchem obrobku.
2
Nástroj vrtá naprogramovaným posuvem F až do hloubky prvn ho
př suvu.
3
TNC odjede nástrojem rychloposuvem zpět n a bezpečnostn
vzdálenost, tam setrvá pokud je to zadáno a poté najede opět
rychloposuvem až do bezpečnostn vzdálenosti nad prvn
př suvnou hl oubku.
4
Nato vrtá nástroj zadaným posuvem F do hloubky dalš ho př suvu.
5
TNC opakuje tento proces (1 až 4), až je dosažena zadaná
hloubka vrtán .
6
Ze dna otvoru odjede nástroj rychloposu vem do bezpečnostn
vzdálenosti nebo – pokud je zadaná – do
2. be zpečnostn vzdálen ost
U
U
U
U
Bezpečnostn vzdálenost Q200 (i nkrementálně):
vzdálenost hrotu nástroje – povrchu obrobku;
zadává se kladná hodnota
U
U
U
U
Hloubka Q201 (inkrementálně): vzdálenost povrchu
obrobku – dn o d ry (hrot kužel e vrtáku).
U
U
U
U
Posuv př suvu do hloubky Q206: pojezdová
rychlost nástroje při vrtán v mm/min.
U
U
U
U
Hloubka př suvu Q202 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune. Hloubka n emu s
být násobkem hloubky př suvu. TNC naje de na
hloubku v jediné operaci, jestliže:
n
h loubka př suvu a kone čn á hloubka j sou stejné ;
n
h loubka př suvu je větš n ež konečná h loubka.
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Před programován m dbejte na tyto body:
Naprogramujte poloh ovac blok do bodu startu (střed
d ry) v rovině obráběn s korekc rádiusu G40.
Znamén ko parametru cyklu Hl oubka definuje směr
obráběn . Naprogramujete li hloubku = 0, pak TNC
cyklus neprove de.
Př klad: NC bloky
N70 G200 Q200=2 Q201= 20 Q206=150
Q202=5 Q210=0 Q 203=+0 Q204= 50
Q211=0 *