HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 168
142
6 Programován : programován obrysů
6
.5
D
rá
hov
é
po
hy
by
–
p
o
lá
rn
í s
o
u
ø
a
dni
c
e
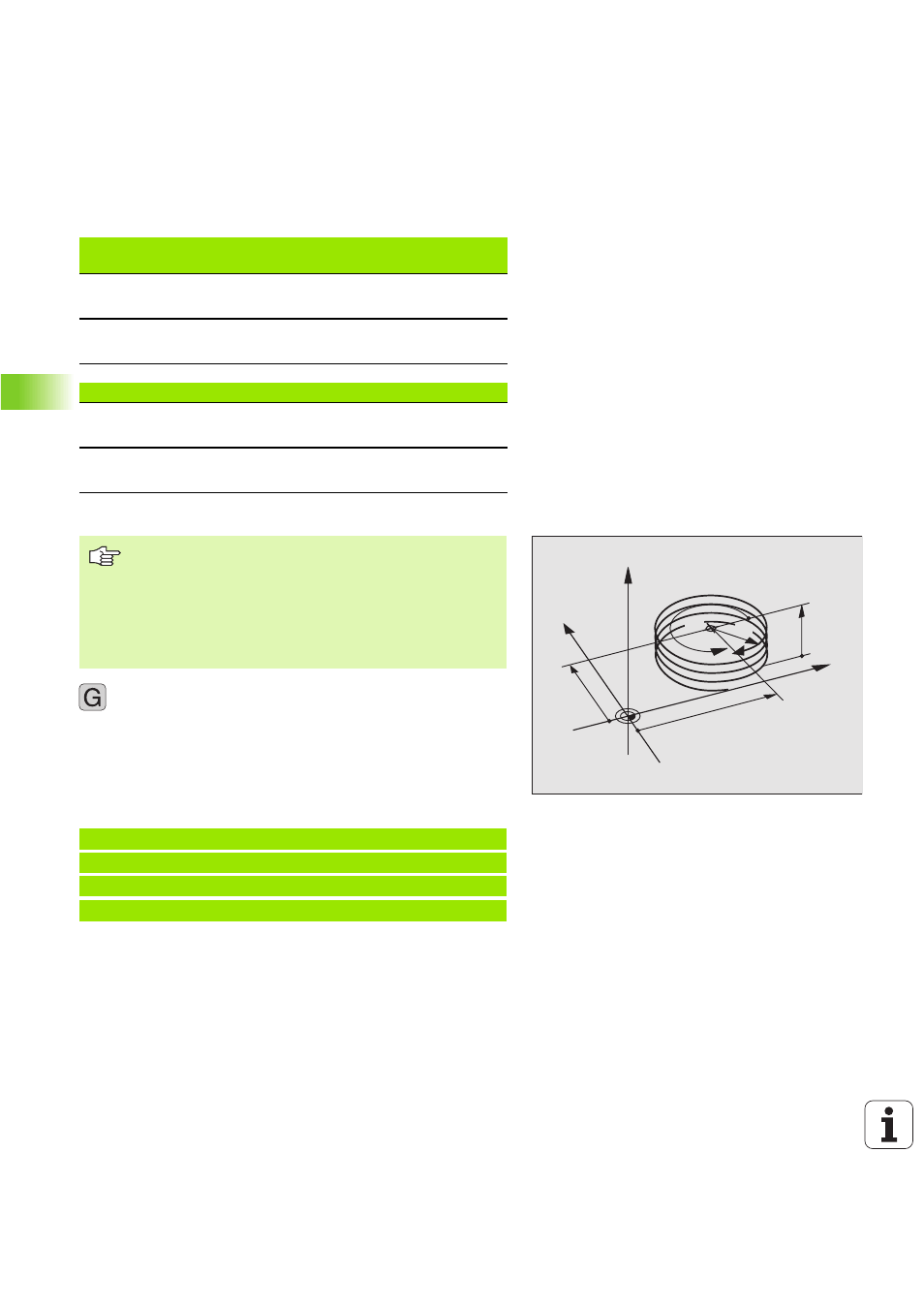
Tvar šroubovice
Tabul ka popisuje vztah mezi směrem obrábě n , smyslem otáčen a
korekc rádiusu pro určité tvary dráhy.
Programován šroubovice
U
U
U
U
Úhel polárn souřadnice H: zadejte celkový úhel
př růstkově, protože n ástroj jede po šroubovici. Po
zadán úhlu zvolte osu nástroje některým z
tlač tek pro volbu os.
U
U
U
U
Souřadnici pro výšku šroubovice zadejte př rů stkově.
U
U
U
U
Zadejte korekci rádiusu G41/G42 podle tabulky.
Př klady NC bloků: závit M6 x 1 mm s 5 chody
Vnitřn závit
Směr
obráběn
Smysl
otáčen
Korekce
rádiusu
pravochodý
levoch odý
Z+
Z+
G13
G12
G41
G42
pravochodý
levoch odý
Z–
Z–
G12
G13
G42
G41
Vnějš závit
pravochodý
levoch odý
Z+
Z+
G13
G12
G42
G41
pravochodý
levoch odý
Z–
Z–
G12
G13
G41
G42
Zade jte smysl otáčen a př růstkový celkový úhe l G91 H
se stejným znaménkem, jinak může nástroj přej ždět po
jiné, chybné dráze.
Pro celkový úhel G91 H můžete zadat hodnotu od
–5400° až do +5400°. Má li závit v ce než 15 chodů, pak
programujte šroubovici s opakován m části programu
(viz „Opakován části programu”, str. 318)
N120 I+40 J +25 *
N130 G01 Z+0 F100 M 3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H 1800 Z+ 5 *
Y
X
Z
25
40
5
270°
R3
CC
12