Ř ezání závitu (cyklus g86, n e u tnc 410), G86 řezání závitů (ne u tnc 410) – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 231
HEIDENHAIN TNC 410, TNC 426, TNC 430
205
8.
3 C
ykl
y
k
vr
tá
n
í,
ø
e
z
á
n
í
vn
it
ø
n
íc
h
z
á
v
it
ù
a f
réz
o
ván
í z
á
v
it
ù
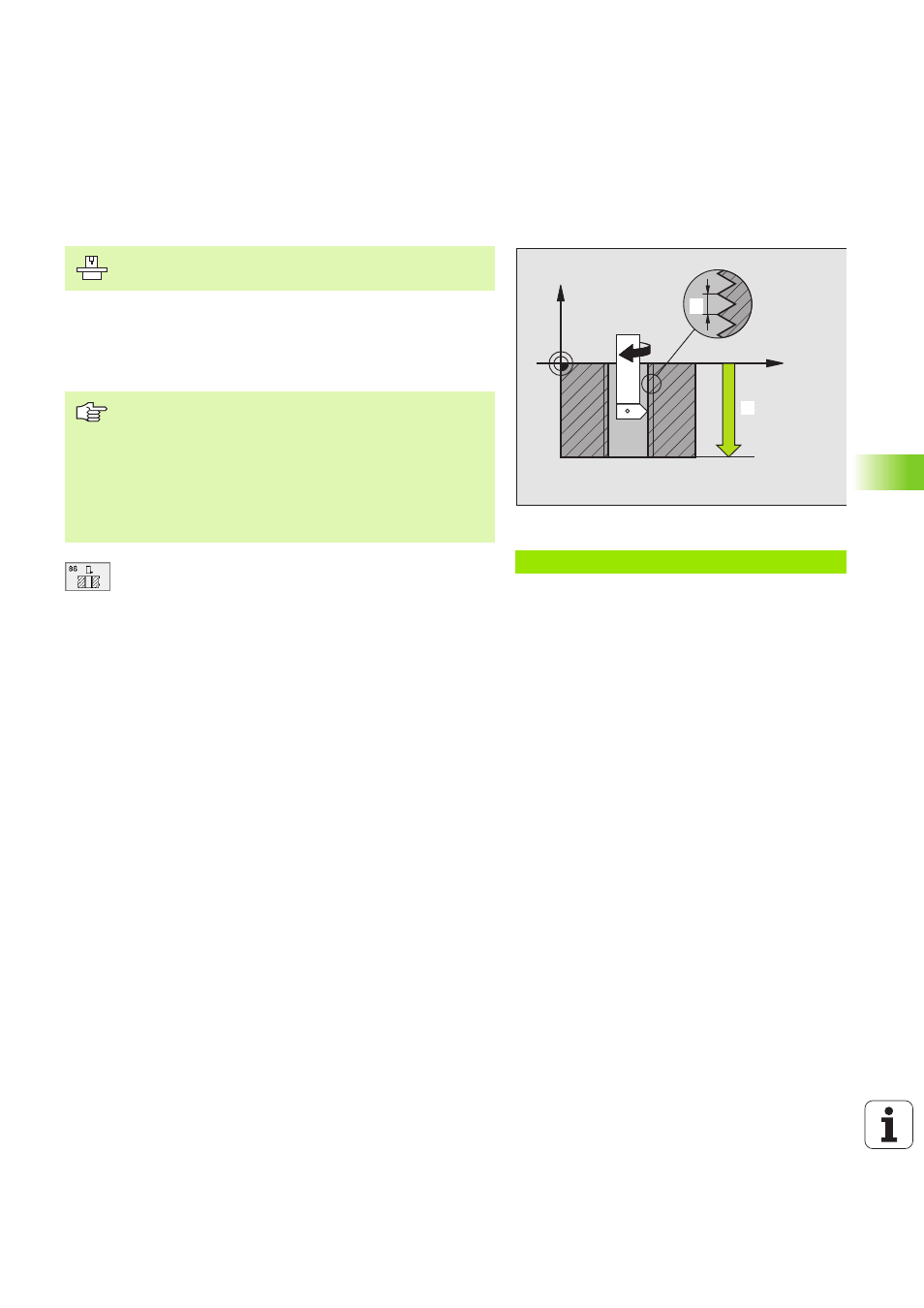
ŘEZÁNÍ ZÁVITU (cyklus G86,
ne u TNC 410)
Cyklus G86 ŘEZÁNÍ ZÁVITU naj žd nástrojem s ř zen ým vře te nem z
aktuáln polohy do hloubky s aktivn mi otáčkami. Na dn ě d ry se
otáčen vřeten a zastav . Naj žděc a vyj žděc poh yby mus te zadat
odděl eně – ne jlépe pomoc cyklu výrobce. Váš výrobce stroje vám k
tomu sdě l bližš informace.
U
U
U
U
Hloubka vrtán
1
: vzdál enost aktuáln polohy
n ástroje – konce závitu.
znaménko hlou bky vrtán určuj e směr obráběn („–“
odpov dá zápornému smě ru v ose vřetena).
U
U
U
U
S toupán závitu
2
:
stoupán závitu. Zn amé nko definuje pravý nebo levý
závit:
+= pravý závit (M3 při záporn é hloubce vrtán )
– = levý závit (M4 při záporné h loubce vrtán )
Př klad: NC bloky
N22 G 86 P01 20 P02 +1 *
X
Z
1
1
1
2
Stroj a TNC mus být výrobcem stroje připraveny.
Před programován m dbejte na tyto body:
TNC vypočte posuv v závislosti na otáčkách vřetena.
Pokud během řezán závitu otáč te otočným re gulátorem
pro override otáče k, přizpůsob TNC automaticky posuv.
Otočn ý re gulátor pro override posuvu n en aktivn .
TNC automaticky zapne a vypne otáče n vře te na. Před
vyvolán m cyklu n eprogramujte M3 nebo M4.