HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 180
154
7 Programován : př davné funkce
7.
4 P
ø
íd
a
vn
é f
u
n
k
c
e
p
ro
d
ráh
o
vé
p
o
m
ìr
y
Vložen definované kružnice zaoblen mezi
př mkové úseky: M112 (TNC 426, TNC 430)
Kompatibilita
Z důvodů kompatibility je funkce M112 nadále v TNC 426, T NC 430 k
dispozici. Avšak k určen tol erance při rychlém frézován obrysu
HEIDENHAIN doporuču je u těchto T NC použit cyklu TOLER ANCE,
viz „TOLAR ANCE (cyklus G62, ne u TNC 410)”, str. 313.
Vložen přechodů mezi libovolné prvky obrysu:
M112 (TNC 410)
Standardn chován
TNC stroj krátce zastav při všech změnách směru, které jsou větš
než předvolený hran ičn úhel (MP7460) (Přesné zastaven ).
U programových bloků s korekc rádiusu (G41/G42) vlož T NC
automaticky na vn ějš ch roz ch přechodovou kružn ici.
Chován s M112
TNC vlož mezi libovolné prvky obrysu (korigované a ne korigované),
které mů žou ležet v rovině nebo v prostoru, vol ite lný přechod obrysu:
n
Tan genciáln kruh: MP7415.0 = 0
V m stech připojen vzniká změnou zakřiven skoková změna
zrychle n .
n
Polynom 3. řádu (kubická spli nová křivka) : MP7415.0 = 1
V m stech spojů nevzniká žádná skoková změna rychlosti.
n
Polynom 5. řádu: MP7415.0 = 2
V m stech spojů nevzniká žádná skoková změna zrych len .
n
Polynom 7. řádu: MP7415.0 = 3 (standardn nastave n )
V m stech spojů nevzniká během rázu žádný skok.
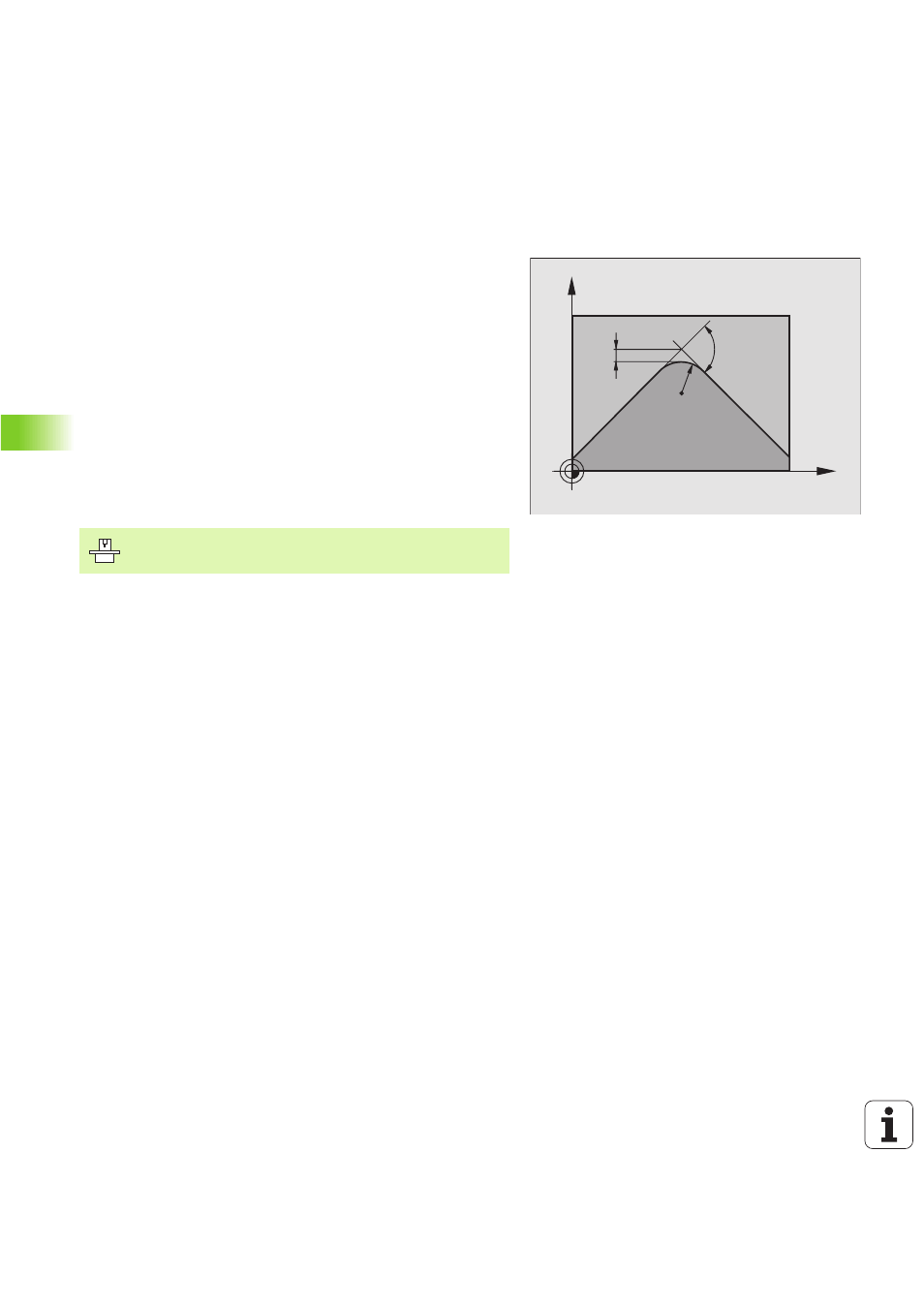
Př pustná odchylka obrysu E
Hodnotou tolerance T definujete, jak daleko se může odchyl ovat
ofrézovaný obrys od předem stanoveného obrysu. Pokud hodnotu
toleran ce nezadáte , tak TNC pak vypoč tá pře ch od obrysu tak, aby
se poj ždělo právě ještě s naprogramovaným dráhovým posuvem.
Limitn úhel H
Zadáte li limitn úhel A, pak TNC vyhlad pouze ty přechody obrysů, u
nichž je úhel změ ny smě ru větš , ne ž je naprogramovaný limitn úhel .
Zadáte li l imitn úhel = 0 tak TNC přej žd i přes tangenciálně
napojené prvky obrysu s konstan tn m zrych len m. Rozsah zadán : 0°
až 90°
X
Y
T
A
R
Ch ován M112 můžete uzpůsobit pomoc stroj n ch
parame trů.