HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 240
214
8 Programován : cykly
8.
3 C
ykl
y
k
vr
tá
n
í,
ø
e
z
á
n
í
vn
it
ø
n
íc
h
z
á
v
it
ù
a f
réz
o
ván
í z
á
v
it
ù
U
U
U
U
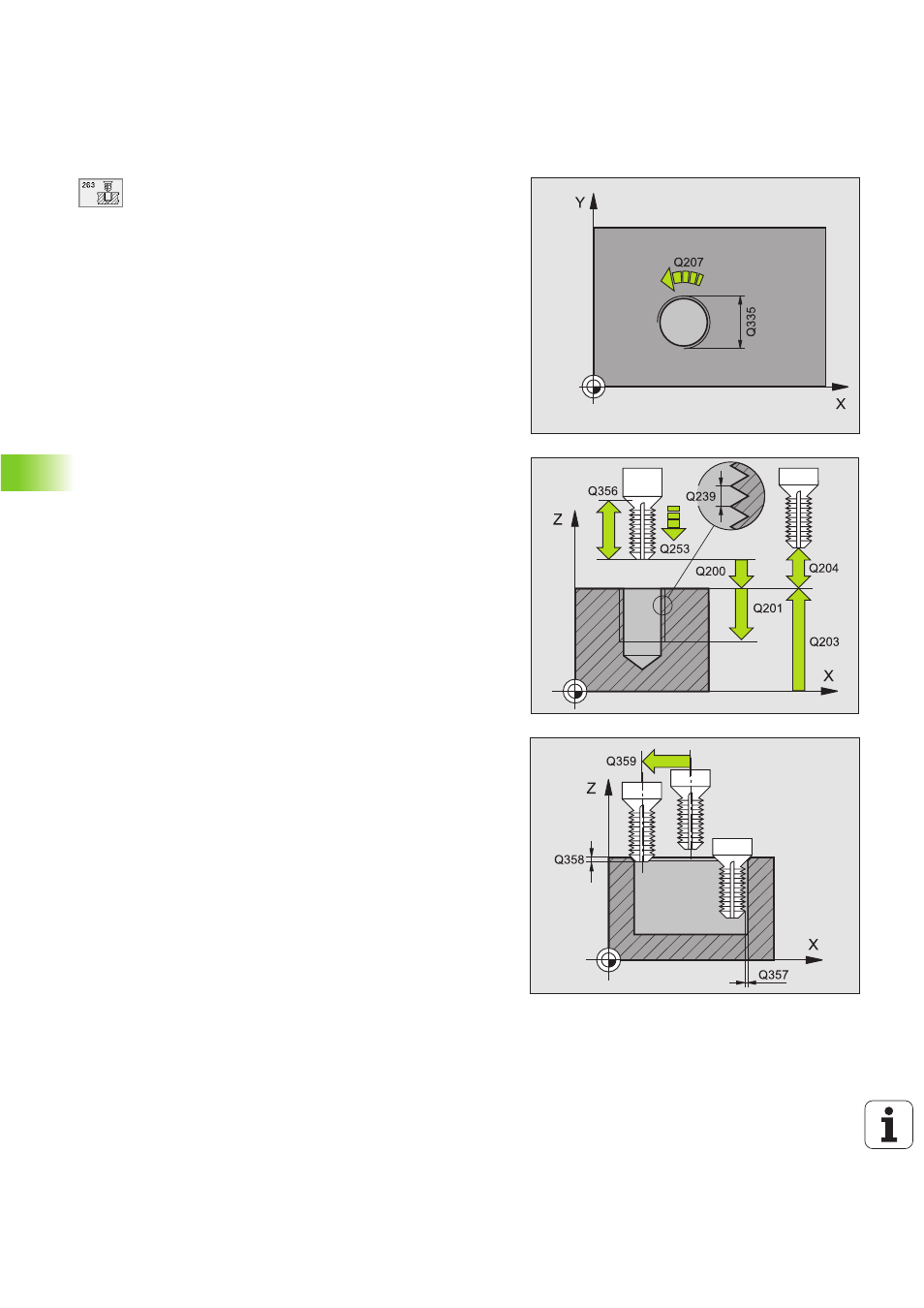
C lový průměr Q335: jmenovitý průměr závitu.
U
U
U
U
Stoupán závitu Q239: stoupán závitu. Znaménko
defin uje pravý n ebo l evý závit:
+= pravý závit
– = levý závit
U
U
U
U
Hloubka závitu Q201 (inkrementáln ě): vzdálenost
mezi povrch em obrobku a koncem závitu.
U
U
U
U
Hloubka zahlouben Q356: (inkre me ntálně):
vzdálenost mezi povrche m obrobku a špičkou
nástroje.
U
U
U
U
Polohovac posuv Q253: pojezdová rychlost
nástroje při zan ořován do obrobku, př padně při
vyj ždě n z obrobku v mm/min .
U
U
U
U
Druh frézován Q351: druh obráběn frézován m u
M03.
+1 = sousledné frézován
–1 = nesousle dné fré zován
U
U
U
U
Bezpečnostn vzdálenost Q200 (i nkrementálně):
vzdálenost mezi hrotem nástroje a povrch em
obrobku.
U
U
U
U
Bočn bezpečnostn vzdálenost Q357
(inkre me ntálně): vzdálenost mezi břitem nástroje a
stě nou d ry.
U
U
U
U
Hloubka čeln ho zahlouben Q358:
(inkre me ntálně): vzdálenost mezi povrch em
obrobku a špičkou nástroje při čeln m zah lubován .
U
U
U
U
Přesazen při čeln m zahlubován Q359
(inkre me ntálně): vzdálenost, o n ž TNC přesad střed
nástroje ze středu d ry.