Př mka rychloposuvem g00 př mka posuvem g01 f, Př mka posuvem př mka rychloposuvem, G00 g01 – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 153: Souřadnice kon cového bodu př mky
HEIDENHAIN TNC 410, TNC 426, TNC 430
127
6.
4 D
ráh
o
vé p
o
h
yb
y –
p
ra
v
o
ú
h
lé
s
o
u
ø
ad
n
ic
e
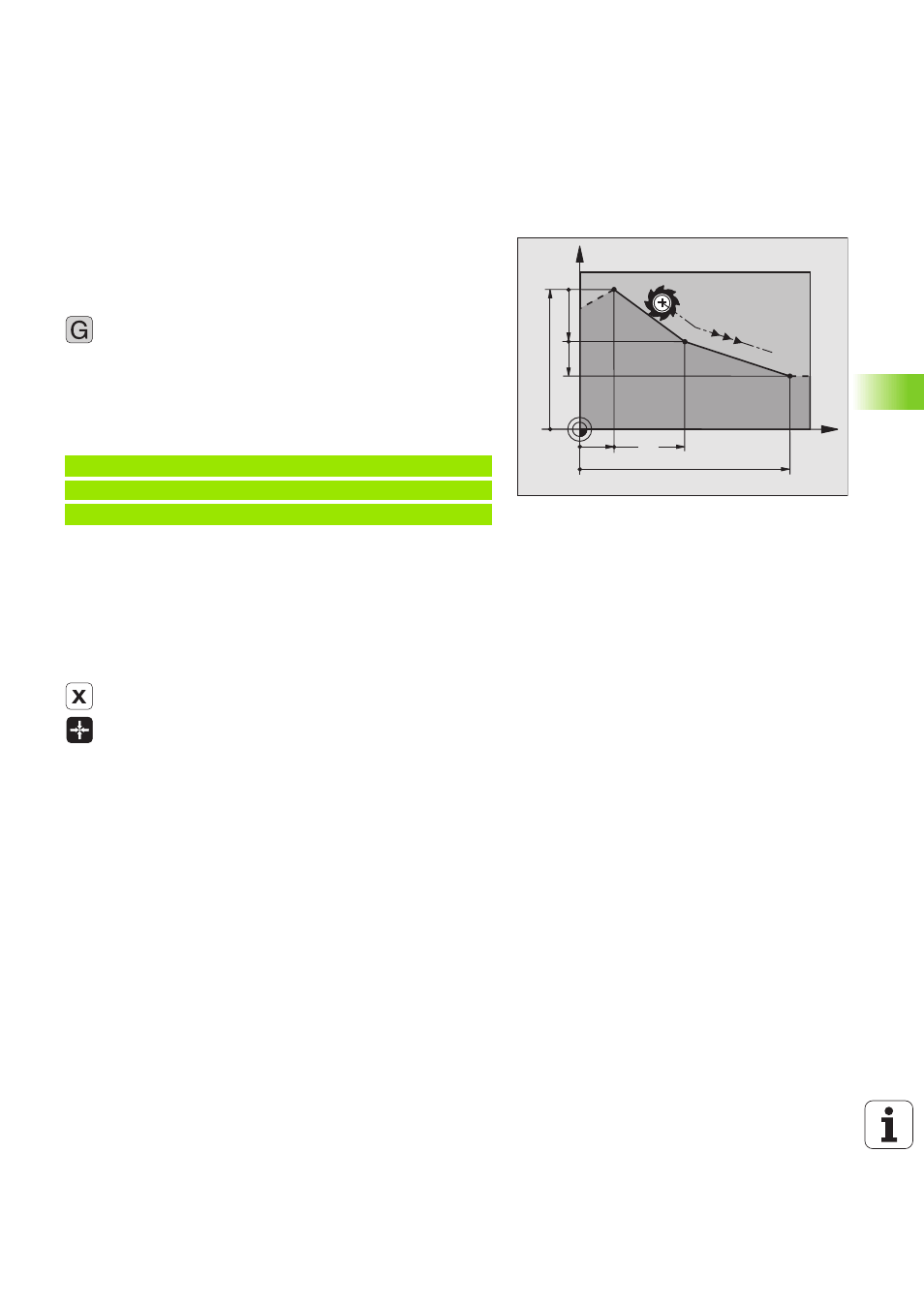
Př mka rychloposuvem G00
Př mka posuvem G01 F... .
TNC přej žd nástroj em po př mce z je ho aktuáln polohy do
koncového bodu př mky. Výchoz bod je koncovým bodem
předch oz ho bloku.
Programován
U
U
U
U
S ouřadnice koncovéh o bodu př mky
Je li třeba:
U
U
U
U
Korekce rádiusu G40/G41/G42
U
U
U
U
Posuv F
U
U
U
U
Př davná funkce M
Př klad NC bloků
Převzet aktuáln polohy
Klávesou PŘ EVZÍT AKTUÁLNÍ POLOHU můžete převz t l ibovolnou
polohu osy:
U
U
U
U
naje te n ástrojem v provozn m režimu Ručn Provoz do polohy,
která se má převz t.
U
U
U
U
Přepně te indikaci obrazovky na Program Zadat/Editovat.
U
U
U
U
Zvolte blok programu, do kterého si přejete převz t polohu v ose.
U
U
U
U
Zvolte osu, je j ž pozici si přej ete pře vz t.
U
U
U
U
Stiskněte klávesu „PŘEVZETÍ AKT UÁLNÍ POLOHY“:
T MC převezme souřadnice aktuáln polohy předt m
zvolen é osy.
N70 G01 G41 X+ 10 Y+40 F 200 M3 *
N80 G91 X+20 Y 15 *
N90 G90 X+60 G91 Y 10 *
X
Y
60
15
40
10
10
20
1