HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 315
HEIDENHAIN TNC 410, TNC 426, TNC 430
289
8
.8
C
y
k
ly
pr
o pl
oš
né
f
ré
z
ov
á
n
í (
ø
á
d
k
o
v
á
ní
)
U
U
U
U
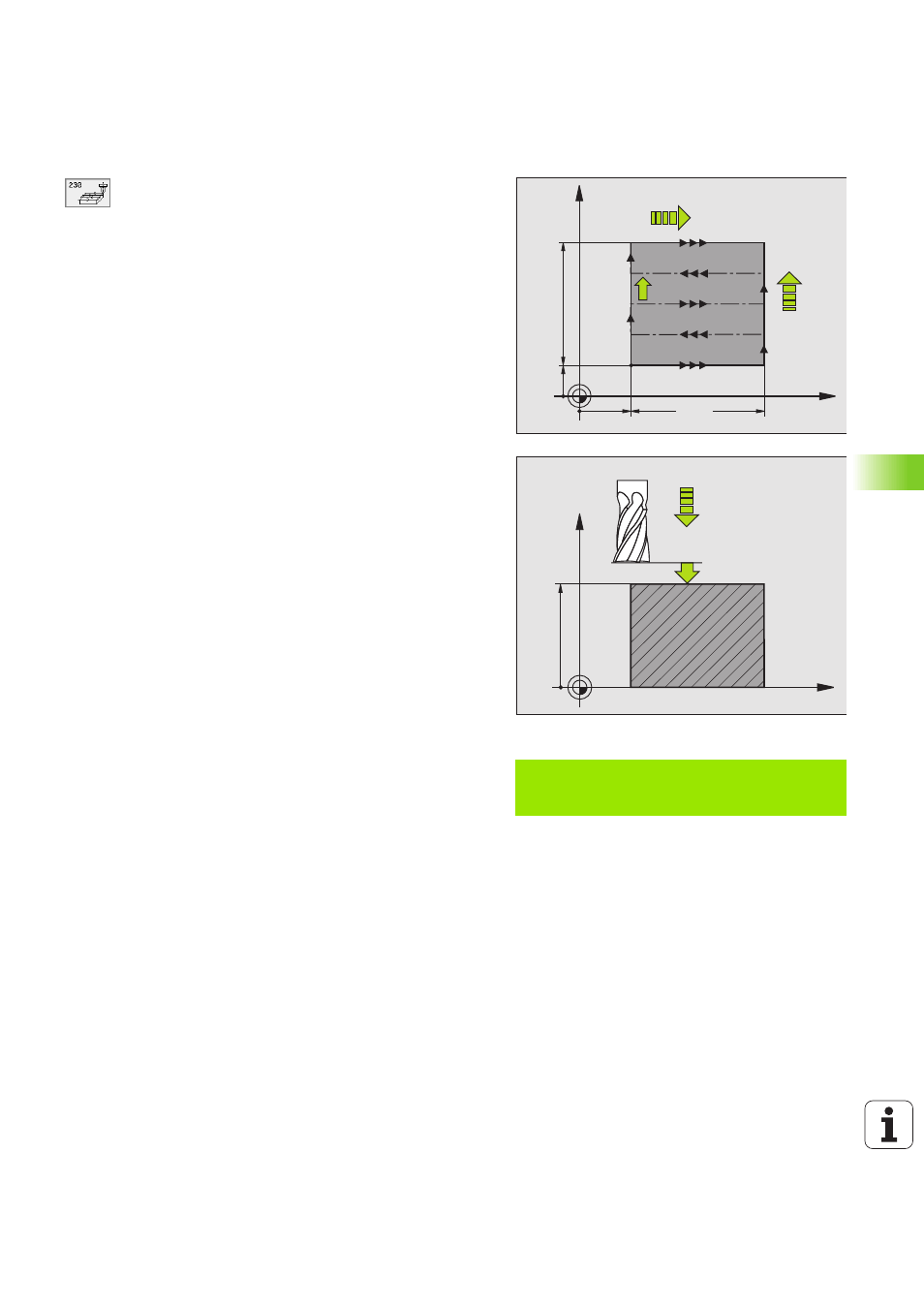
S tartovn bod 1. osy Q225 (absolutně ): souřadnice
MIN bodu řádkované pl ochy v hlavn ose rovin y
obráběn .
U
U
U
U
S tartovn bod 2. osy Q226 (absolutně ): souřadnice
MIN bodu řádkované pl ochy ve vedlejš ose rovi ny
obráběn .
U
U
U
U
S tartovn bod 3. osy Q227 (absol utně): výška v ose
vřetena na n ž se frézuje řádkován m.
U
U
U
U
1. délka strany Q218 (inkrementálně): délka
řádkované plochy v hl avn ose roviny obráběn ,
vztažená k bodu startu 1. osy.
U
U
U
U
2. délka strany Q219 (inkrementálně): délka
řádkované plochy ve vedlejš ose roviny obráběn ,
vztažená k bodu startu 2. osy.
U
U
U
U
Počet řezů Q240: počet řádků , j imiž má T NC projet
n ástrojem na š řku .
U
U
U
U
Posuv př suvu do hloubky Q206: poje zdová
rychlost nástroje při přej žděn z bezpečnostn
vzdálen osti n a hloubku frézován v mm/min.
U
U
U
U
Posuv při frézován Q207: pojezdová rychl ost
n ástroje při frézován v mm/min.
U
U
U
U
Př čný posuv Q209: pojezdová rychlost nástroje při
přej žděn n a dalš řádek v mm/min; přej žd te li
př čně v materiálu, pak zadejte Q209 me nš n ež
Q207; pře j žd te li př čně ve vol ném prostoru, pak
může být Q209 vě tš než Q207.
U
U
U
U
Bezpečnostn vzdálenost Q200 (inkrementáln ě):
vzdálen ost mezi hrotem n ástroj e a hloubkou
frézován pro pol ohován na začátku a na konci
cyklu.
Př klad: NC bloky
N71 G230 Q225=+10 Q226=+12 Q227=+2,5
Q218=150 Q219=75 Q240=25 Q206=150
Q207=500 Q209=200 Q200=2 *
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
X
Z
Q200
Q227
Q206