Hloubka načisto (cyklus g123), G123 dokončení dna (volitelně použite lné) – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 298
Advertising
272
8 Programován : cykly
8.
7
S
L-
c
yk
ly
s
k
u
p
in
y
I
I (
n
e
u
T
N
C
41
0)
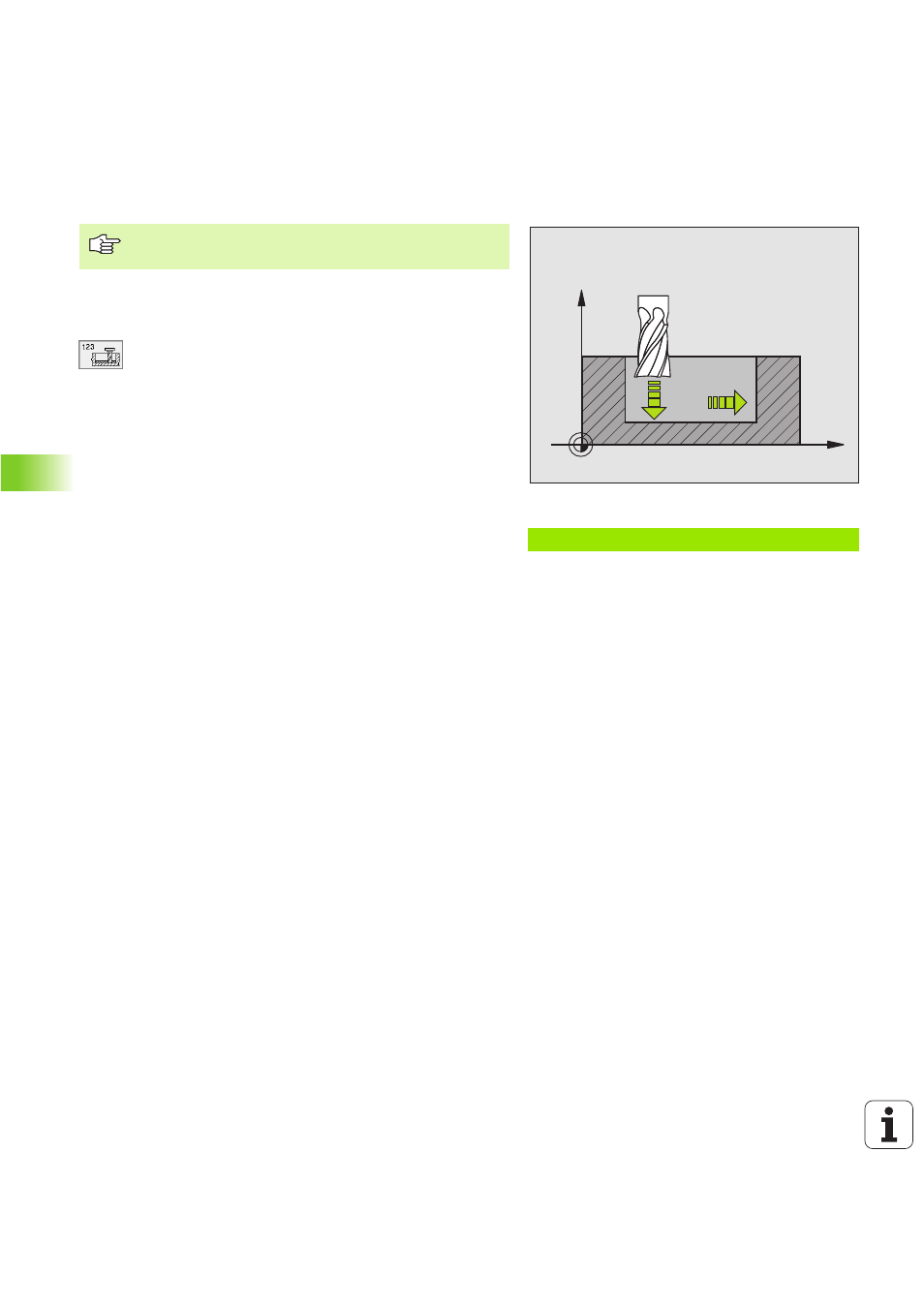
HLOUBKA NAČISTO (cyklus G123)
TNC najede měkce nástrojem (po svisl é tangenciáln kružnici) na
obráběnou plochu. Potom se odfrézu je př davek na dokon če n , který
zůstal při hrubován .
U
U
U
U
Posuv př suvu do hloubky Q11: pojezdová rychlost
nástroje při zapichován .
U
U
U
U
Posuv hrubován Q12: Frézovac posuv
Př klad: NC bloky
N60 G123 Q11=100 Q12=350 *
X
Z
Q11
Q12
TNC si samo zj ist bod startu pro dokončován . Tento bod
startu je závislý na prostorových poměrech v kapse.
Advertising
Tato příručka se vztahuje na následující produkty: