HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 310
284
8 Programován : cykly
8.
7
S
L-
c
yk
ly
s
k
u
p
in
y
I
I (
n
e
u
T
N
C
41
0)
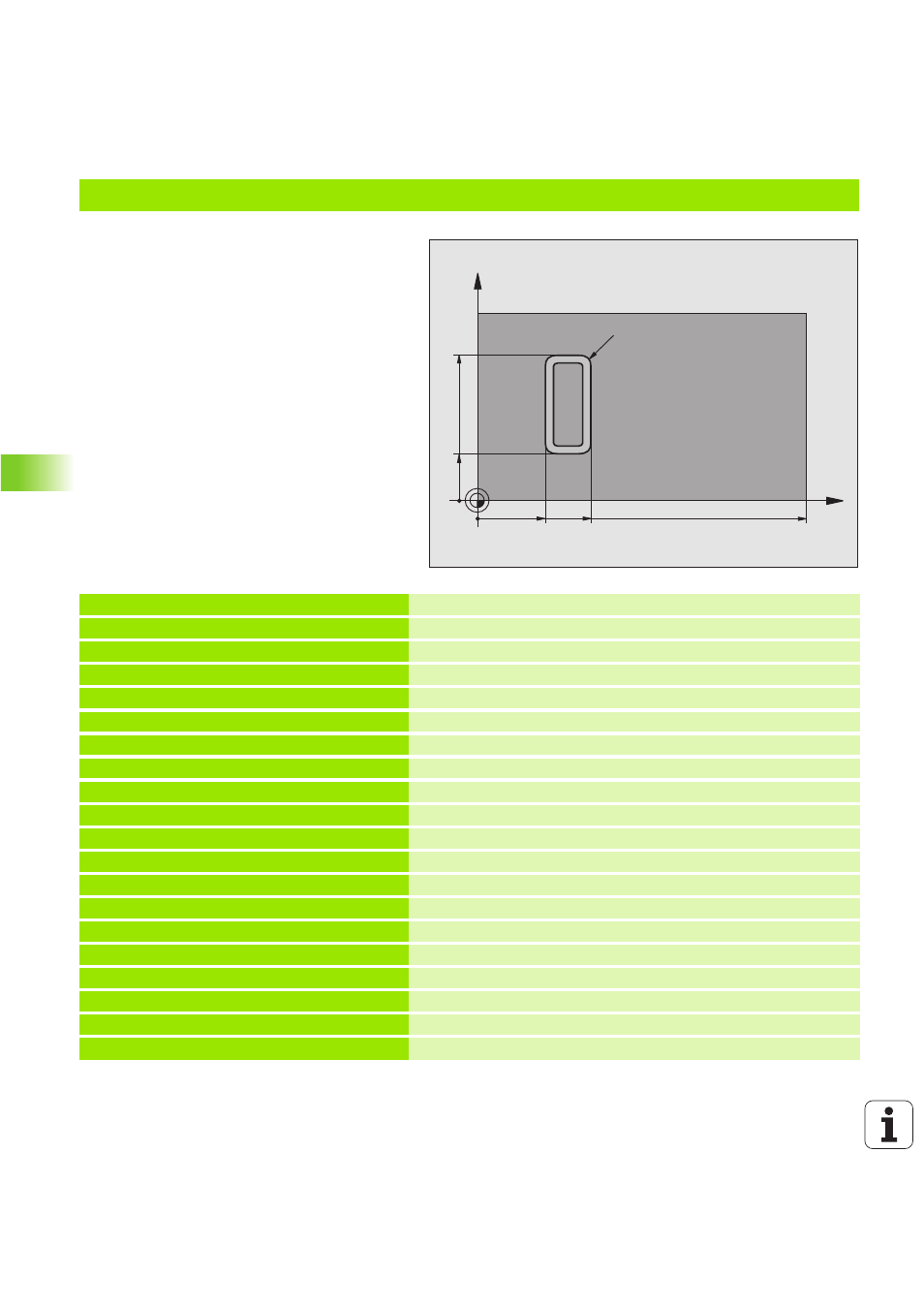
Př klad: Plášt’ válce
Upozorněn :
n
Vále c ce ntricky upnutý n a otočném stole.
n
Vztažný bod l ež ve středu otočn ého stolu.
%C27 G71 *
N10 G99 T1 L +0 R +3,5 *
Definice nástroje
N20 T1 G18 S2000 *
Vyvolán nástroje, osa nástroje Y.
N30 G00 G40 G90 Y+250 *
Vyjet n ástroje
N40 G37 P01 1 *
Definice podprogramu obrysu
N50 G127 Q1= 7 Q3=+0 Q6=+ 2 Q10=+4
Definice parametrů obráběn
Q11=100 Q12=250 Q16=25 *
N60 C+ 0 M3 *
Pře dpolohován otočnéh o stolu
N70 G79 *
Vyvolán cyklu
N80 G00 G90 Y+250 M2 *
Vyjet n ástroje, konec programu
N90 G98 L 1 *
Podprogram obrysu
N100 G01 G41 C+91,72 Z+20 *
Údaje v ose natočen ve stupn ch;
N110 C+ 114,65 Z+20 *
Pře poč tané kóty výkresu z mm do stupňů (157 mm = 360°).
N120 G25 R 7,5 *
N130 G91 Z+40 *
N140 G90 G25 R 7,5 *
N150 G91 C 45,86 *
N160 G90 G25 R 7,5 *
N170 Z+20 *
N180 G25 R 7,5 *
C
Z
157
60
30
20
R
7,
5
50