Rastr bodů v řadě (cykl us g221) – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 281
HEIDENHAIN TNC 410, TNC 426, TNC 430
255
8
.5
C
y
k
ly
k
v
y
tv
oøe
ní
bodo
v
ý
c
h
r
a
s
tr
ù
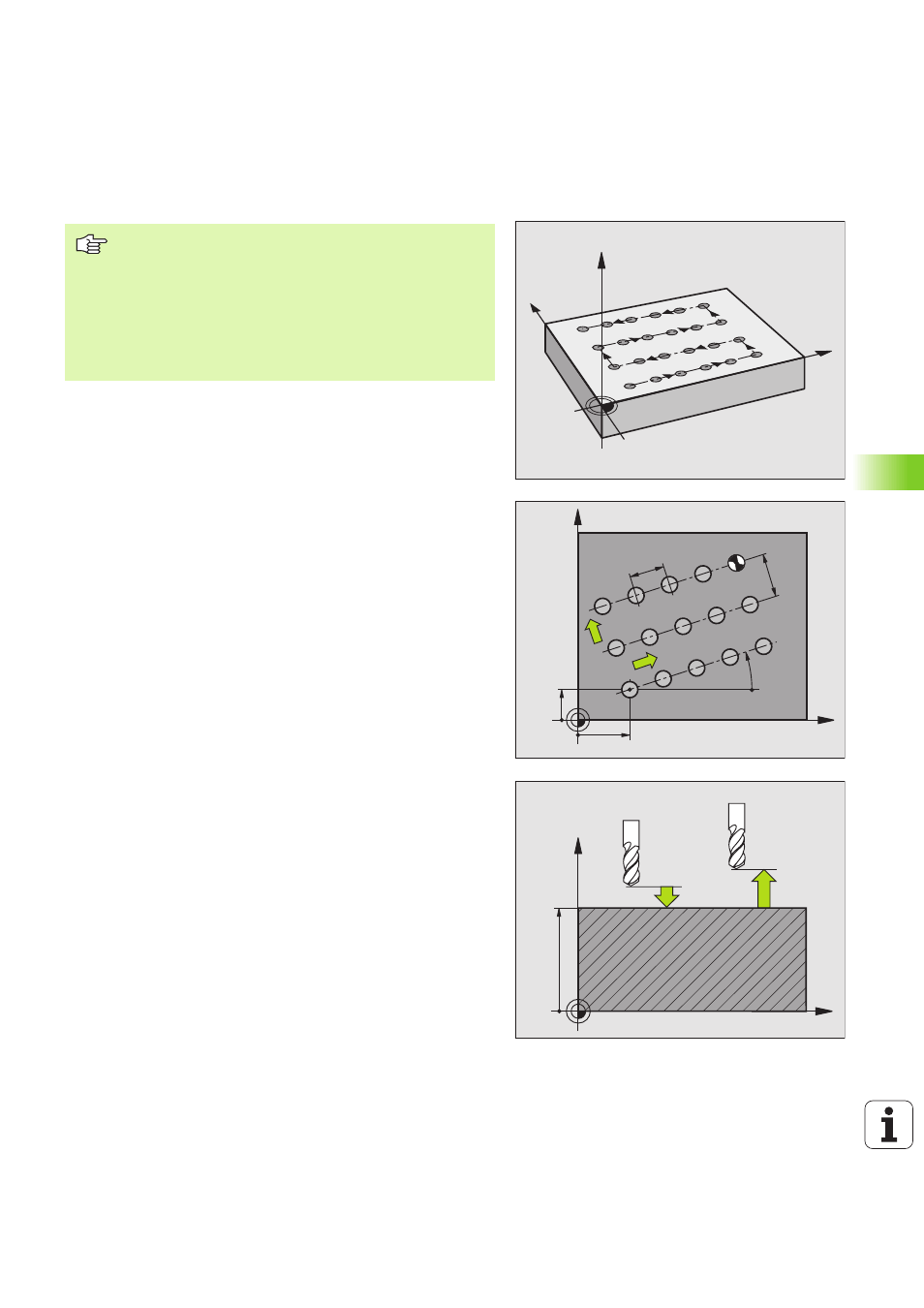
RASTR BODŮ V ŘADĚ (cyklus G221)
1
T NC napolohuje n ástroj automaticky z aktuáln polohy do bodu
startu prvn h o obráběn .
Pořad :
n
2. be zpečnostn vzdálen ost naje t (osa vřeten a);
n
najet do bodu startu v rovin ě obráběn ;
n
najet na bezpečnostn vzdálen ost nad povrchem obrobku (osa
vře te na).
2
Z této polohy provede TNC naposle dy definovan ý obráběc
cyklus.
3
Potom TNC napolohuje nástroj v kladné m směru hlavn osy na
bod startu dalš obráběc operace; nástroj se přitom nacház na
bezpečnostn vzdále nosti (nebo n a 2. bezpečnostn vzdál enosti).
4
T ento postup (1 až 3) se opakuj e, až se provedou všechny
obráběc operace na prvn m řádku; nástroj stoj na posledn m
bodu tohoto prvn ho řádku.
5
Potom T NC přej ede nástroje m n a posledn bod druh ého řádku a
provede tam obrábě c operaci.
6
Odtud pol ohuje TNC nástroj v záporném směru hlavn osy na bod
startu dalš obráběc operace.
7
T ento postup (6) se opakuje, až se provedou všechny obráběc
operace na druhém řádku.
8
Potom jede TNC do bodu startu dalš ho řádku.
9
T akovýmto kývavým pohybem se obrob vše ch ny dalš řádky.
X
Y
Z
X
Y
Q226
Q225
Q224
Q238
Q23
7
N =
Q2
42
N =
Q2
43
X
Z
Q200
Q203
Q204
Před programován m dbejte na tyto body:
Cyklus G221 je aktivn jako DEF, to znamen á, že cyklus
G221 automaticky vyvol ává n aposledy definovan ý cyklus
obráběn .
Pokud kombinuje te jeden z obráběc ch cyklů G200 až
G209, G212 až G215 a G262 až 267 s cyklem G221, pak
je účinná be zpečnostn vzdálenost, povrch obrobku a 2.
bezpečnostn vzdálenost z cyklu G221.