HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 271
HEIDENHAIN TNC 410, TNC 426, TNC 430
245
8.
4
C
y
kl
y k f
réz
o
ván
í kap
es
,
o
s
tr
ù
vkù
(
èep
ù
)
a d
ráž
ek
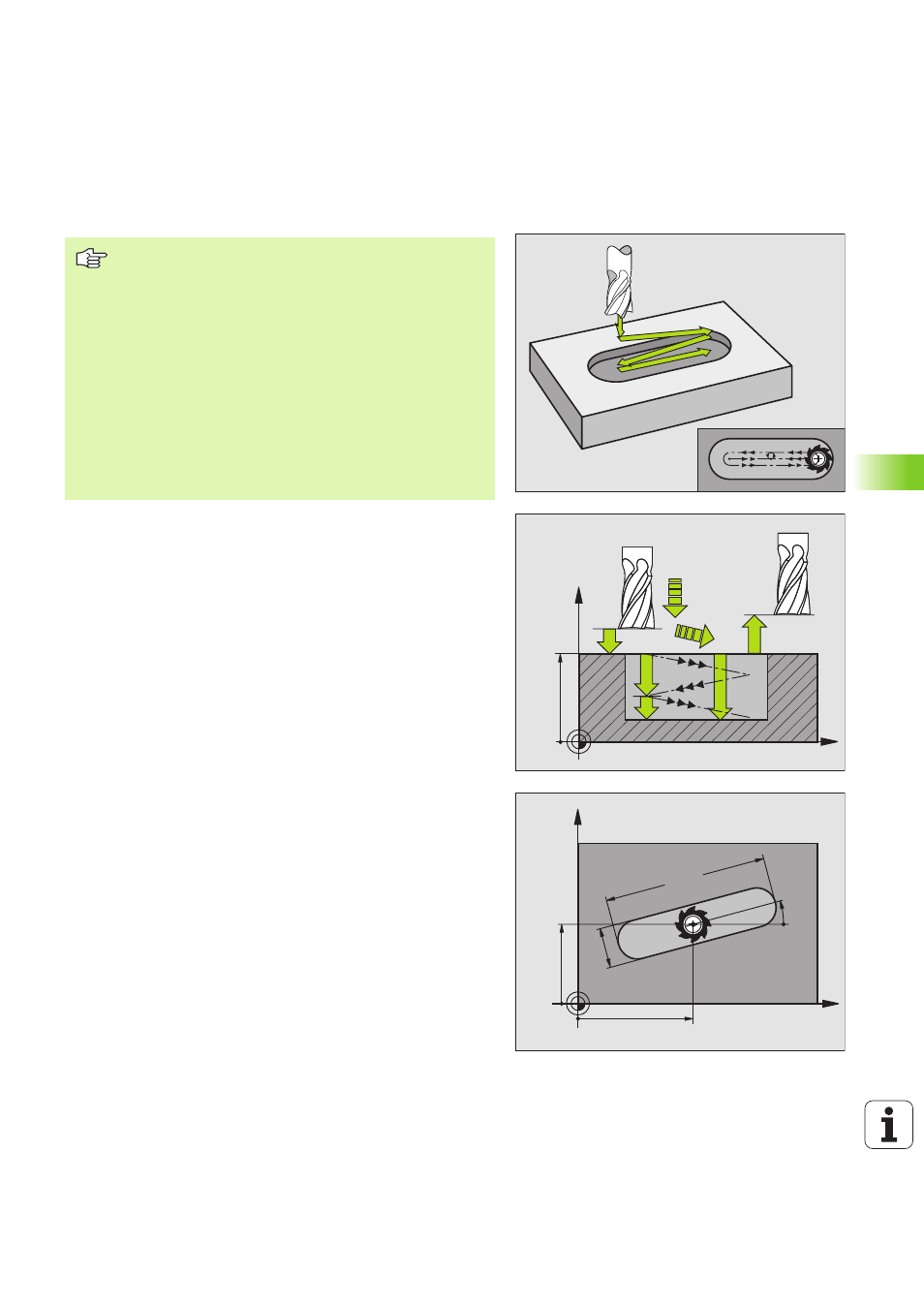
DRÁŽKA (podélný otvor) se stř davým
zapichován m (cyklus G210)
Hrubován
1
T NC napolohuje n ástroj v ose vřetena rychloposu vem na 2.
bezpečnostn vzdálenost a potom do středu levého kruhového
oblou ku; odtud napolohuje TNC nástroj na be zpečnostn
vzdálen ost n ad povrchem obrobku.
2
Nástroj najede posuvem pro frézován na povrch obrobku; odtud
poj žd fréza v podélném směru drážky – přičemž se šikmo
zanořu je do materiálu – ke středu pravého kru hového obl ouku.
3
Potom přej žd nástroj opět se šikmým zanořován m zpět do
středu levéh o kruhového oblou ku; tyto kroky se opakuj , až se
dosáhne naprogramované hloubky frézován .
4
Na hloubce frézován přej žd T NC nástrojem rovinným
frézován m na druhý kone c drážky a potom opět do středu
drážky.
Dokončen
5
Ze středu drážky najede TNC nástrojem tangenciálně na kon ečný
obrys; tento obrys pak TNC sousledn ě dokon č (s M3), je li to
zadáno i v několika př suvech.
6
Na konci obrysu odjede nástroj – od obrysu tangenciál ně – do
středu drážky.
7
Nakonec odjede nástroj rychloposuvem zpě t na bezpečnostn
vzdálen ost a – pokud je zadána – n a 2. bezpečnostn vzdálenost
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q
2
1
9
Q21
8
Q217
Q216
Q224
Před programován m dbejte na tyto body:
TNC předpolohuje nástroj v ose nástroje a v rovině
obráběn automaticky.
Při hrubován se nástroj zanořuje do mate riálu kývavě od
jednoho konce drážky k druhému. Předvrtán proto nen
nutné.
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramuje te li hloubku = 0, pak TNC
cyklus n eprovede .
Průměr frézy nevolte větš , než j e š řka drážky, a n e
men š , než je třetina š řky drážky.
Průměr frézy volte menš , n ež je polovina délky drážky:
jinak TNC nemůže kývavě zanořovat.