Předvrtání (cyklus g56), G56 předvrtání (voli te lně použitelné) – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 287
HEIDENHAIN TNC 410, TNC 426, TNC 430
261
8.
6 S
L-
c
ykl
y s
k
u
p
in
y
1
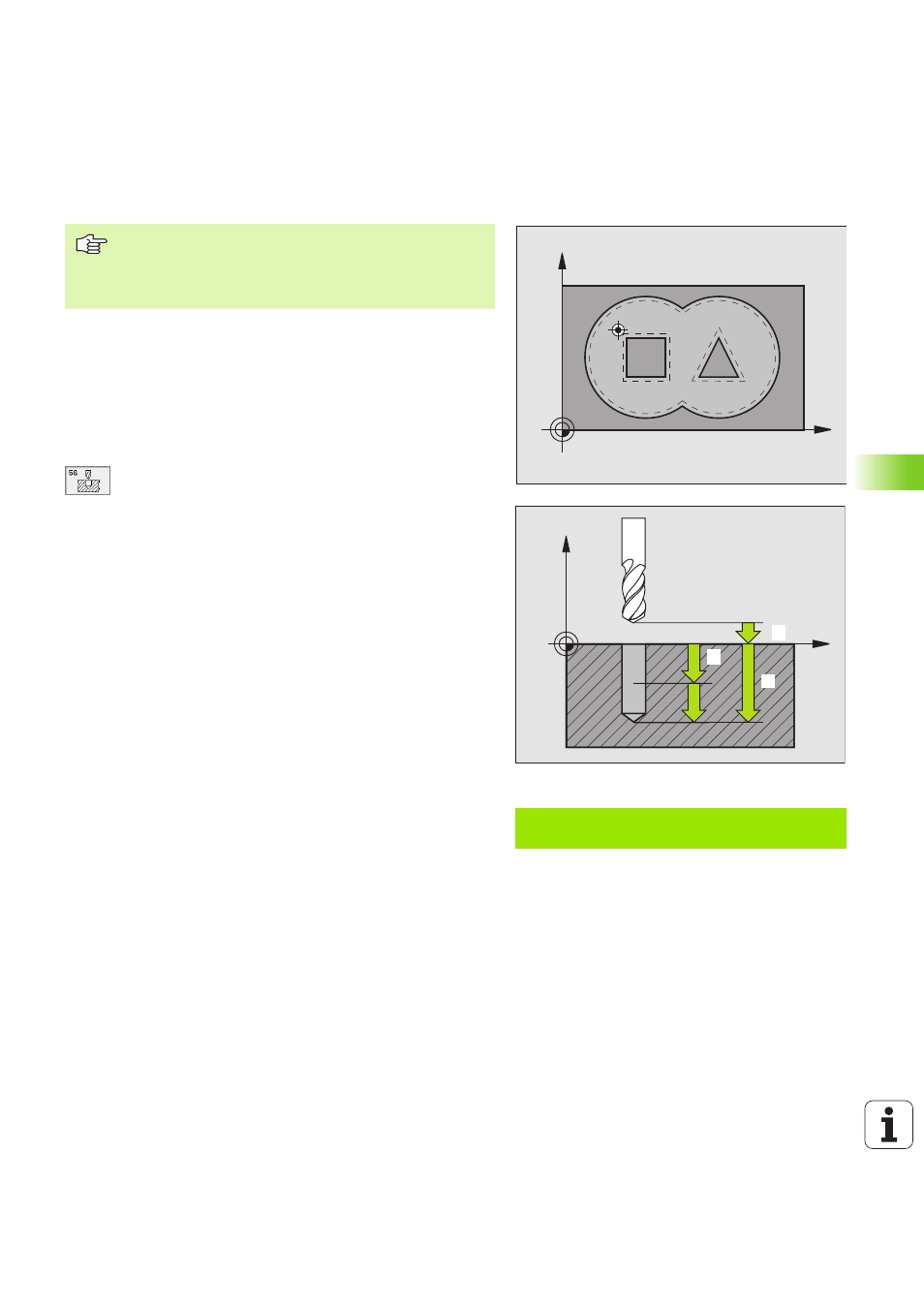
PŘEDVRTÁNÍ (cyklus G56)
Průběh cyklu
Jako cyklus G83 Vrtán , viz „Cykly k vrtán , řezán vnitřn ch závitů a
fré zován závitů”, str. 183.
Použit
Cyklus G56 PŘEDVRTÁNÍ bere do úvah y pro body zápichu př davek
k dokončen . Body zápichu jsou současně i body startu pro
hrubován .
U
U
U
U
Bezpečnostn vzdálenost
1
(i nkrementálně):
vzdálen ost h rot nástroje (pol oha startu) – povrch
obrobku.
U
U
U
U
Hloubka vrtán
2
(inkrementáln ě): vzdálenost
povrchu obrobku – dn o d ry (hrot kužel e vrtáku).
U
U
U
U
Hloubka př suvu
3
(inkrementálně ): rozměr, o který
se nástroj pokaždé přisune. Hloubka ne mu s být
n ásobkem hloubky př suvu . T NC najede na hloubku
vrtán v jediné operaci , je stliže:
n
hlou bka př suvu a konečná hloubka jsou stejné;
n
hloubka př suvu je větš než konečná hloubka
U
U
U
U
Posuv př suvu do hloubky: vrtac posuv v mm/min.
U
U
U
U
Př davek na dokončen :př davek v rovině obrábě n .
Př klad: NC bloky
N54 G 56 P01 2 P 02 15 P03 5 P 04 250
P 05 +0,5 *
X
Y
X
Z
11
2
3
Před programován m dbejte na tyto body:
Polohovac blok naprogramujte do bodu startu v ose
vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).