Obrysové obrábění (cyklus g125), G125 obrysové obrábění – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 300
274
8 Programován : cykly
8.
7
S
L-
c
yk
ly
s
k
u
p
in
y
I
I (
n
e
u
T
N
C
41
0)
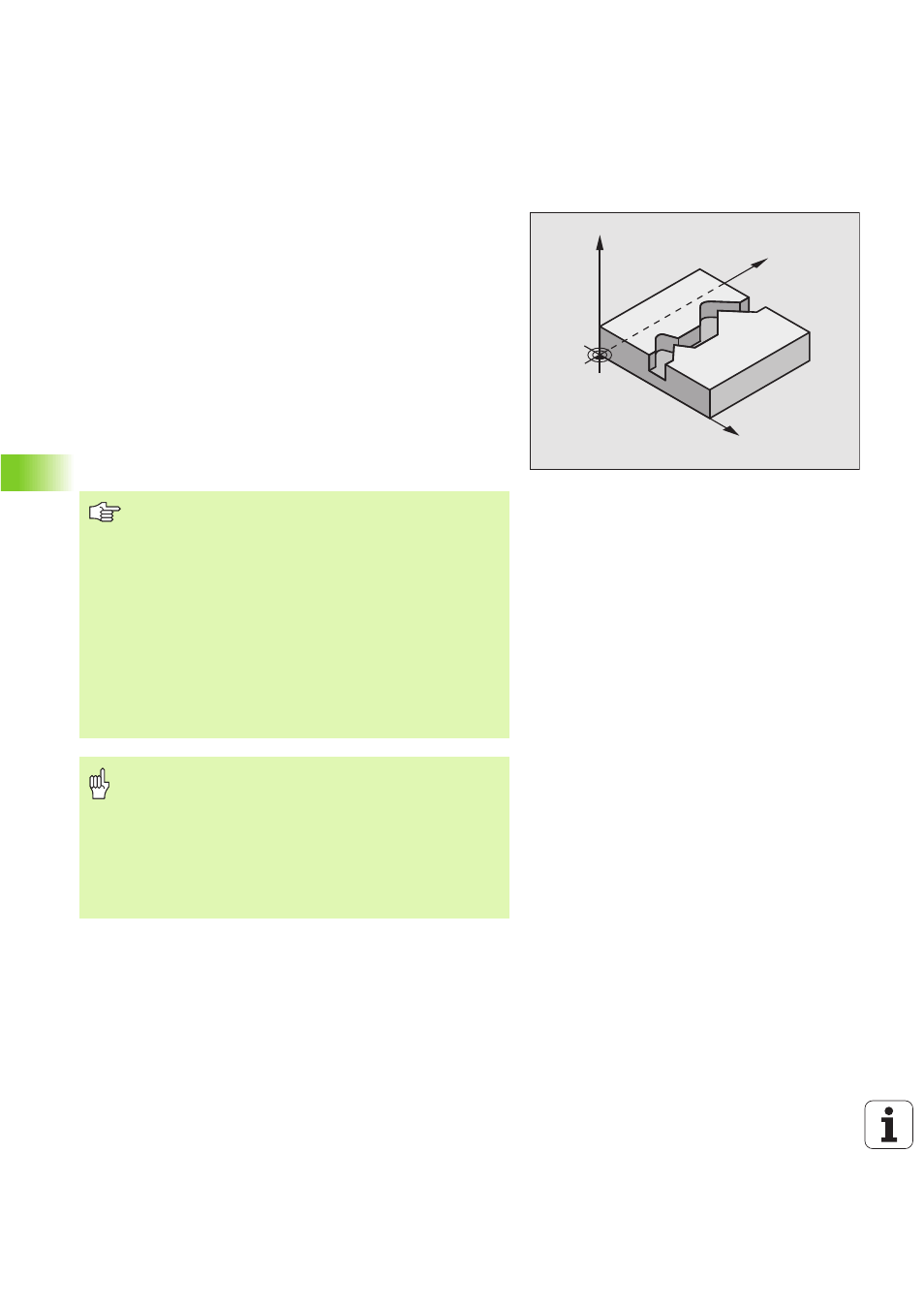
OBRYSOVÉ OBRÁBĚNÍ (cyklus G125)
T mto cyklem lze obrobit ve spojen s cyklem G 37 OBRYS „otevře né“
obrysy: začátek a konec obrysu se ne kryj .
Cyklus G125 OBRYSOVÉ OBRÁBĚNÍ nab z oproti obráběn
otevřeného obrysu s polohovac mi bloky značné výhody:
n
TNC kontroluje obráběn na zař znu t a na poškozen obrysu. Obrys
překontrolujete pomoc testovac grafiky.
n
Je li rádius nástroje př liš velký, pak se mus obrys na vnitřn ch
roz ch př padně doobrobi t.
n
Obráběn se dá provést průběžně sousledně nebo nesousledn ě.
Způsob frézován zůstan e dokon ce zachován i tehdy, když se
prove de zrcadlen obrysů
n
Při v ce př suvech může TNC poj ždět nástrojem vratně v obou
směrech: t m se zkrát doba obráběn .
n
Př davky může te zadat i tak, aby se h rubovalo a dokončovalo ve
v ce pracovn ch operac ch.
Y
X
Z
Před programován m dbejte na tyto body:
Znamén ko parametru cyklu Hl oubka definuje směr
obráběn . Naprogramujete li hloubku = 0, pak TNC
cyklus neprove de.
TNC respektuje jen prvn Label z cyklu G37 OBRYS.
Pamět’ pro j eden SL cyklus je omezena. V jednom SL
cyklu můžete např. naprogramovat maximálně 128
př mkových bloků.
Cyklus G 120 DATA OBRYSU nen potře bný.
Př mo za cyklem G125 programované polohy v
řetězcových m rách se vztahuj na polohu nástroje na
konci cyklu.
Pozor nebezpeč kolize!
Aby se zabránilo možným koliz m:
n
Př mo za cyklem G125 neprogramujte žádné
řetězcové m ry, je likož se řetězcové m ry vztahuj na
polohu nástroje na kon ci cyklu.
n
Ve všech hlavn ch osách naj ždějte de fin ované
(absolutn ) pozice, protože pozice nástroje na konci
cyklu nesouhlas s pozic na začátku cyklu.