5 geometrické přkazy – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 103
HEIDENHAIN CNC PILOT 4290
91
Pozor ! Nebezpeč kolize !
Závit se vytvář po délce vztažného
prvku. Bez výběhu závitu je nutno
naprogramovat dalš lineárn prvek pro
zakončen závitu.
■
Q=17: NPTF US kuželový trubkový závit dryseal
■
Q=18: NPSC US válcový trubkový závit s mazivem
■
Q=19: NPFS US válcový trubkový závit bez maziva
F:
stoupán závitu – mus se uvádět u Q=1, 3..7, 12. U ostatn ch
druhů závitů se F – nen li naprogramováno – zjist podle
průměru (viz „11.1.5 Stoupán závitů”).
P:
hloubka závitu – udává se pouze u Q=12
K:
zakončen závitu (u závitu bez výběhu) – standardně: 0
D:
referenčn bod (poloha doběhu po závitu) – standardně: 0
■
D=0: doběh závitu na konci vztažného prvku
■
D=1: doběh závitu na začátku vztažného prvku
H:
počet chodů závitu – standardně: 1
A:
úhel boku vlevo – udává se pouze u Q=12
W:
úhel boku vpravo – udává se pouze u Q=12
R:
š řka závitu – udává se pouze u Q=12
E:
variabiln stoupán (stoupán závitu se na každou otáčku
zvětšuje/zmenšuje o E) – standardně: 0
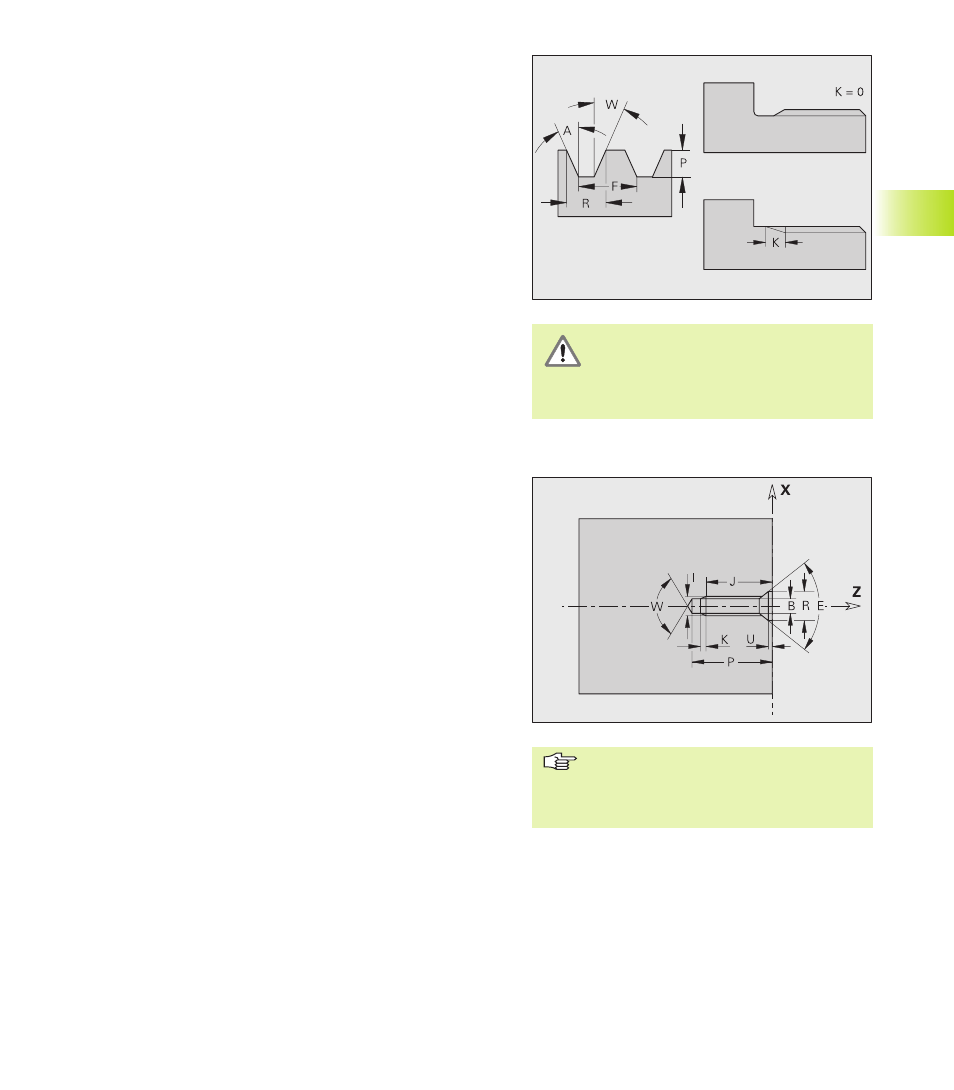
D ra (centrická) G49 Geo
Jednotlivá d ra se zahlouben m a závitem v ose rotace (předn
nebo zadn čelo). D ra G49 nen část obrysu, nýbrž tvarový prvek.
Parametry
Z:
poloha začátku vrtán (referenčn bod)
B:
průměr d ry
P:
hloubka d ry (bez špičky d ry)
W:
vrcholový úhel – standardně: 180°
R:
průměr zahlouben
U:
hloubka zahlouben
E:
úhel zahlouben
I:
průměr závitu
J:
hloubka závitu
K:
zakončen závitu (délka výběhu)
F:
stoupán závitu
V:
levý nebo pravý závit – standardně: 0
■
V=0: pravý závit
■
V=1: levý závit
A:
úhel (poloha d ry) – standardně: 0
■
A=0: čelo
■
A=180: zadn strana
O:
průměr středěn
■
G49 programujte v části programu
OBROBEK (nikoli v části ČELO nebo
ZADNÍ STRANA).
■
D ru G49 obrábějte pomoc G71...G74.
4.5 Geometrické přkazy