12 interaktivn gener ován pracovnch postupů (iag) – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 317
HEIDENHAIN CNC PILOT 4290
305
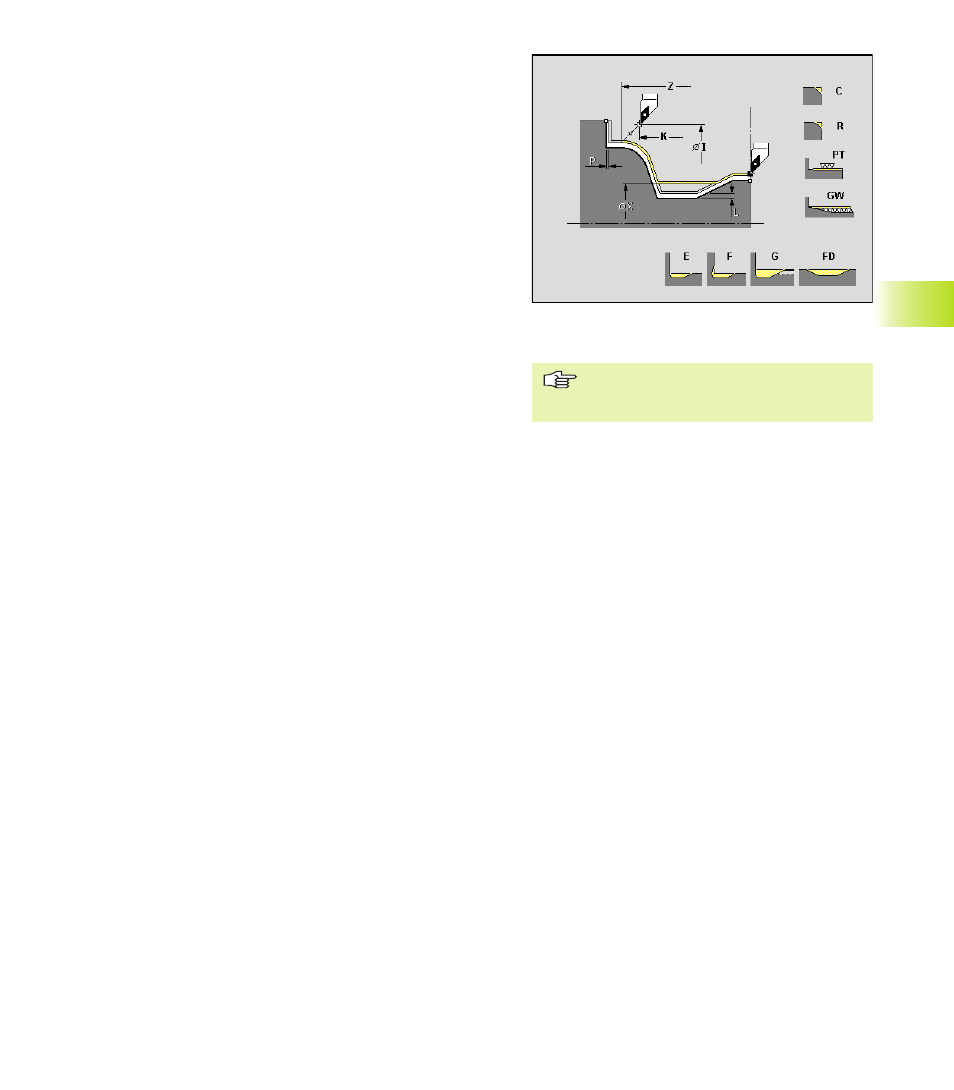
Dokončován – vybrán (neutráln nástroje)
(G890 – Q=4)
IAG obrob zanořuj c se části obrysu, které se zjist pomoc „úhlu
dovnitřn ho kop rován ” (zápichy: EKW <= mtw).
Při automatickém generován zvol TURN PLUS „neutráln
dokončovac nástroj”.
Opce (parametry)
X, Z:
omezen řezu
Druh př davku nastaven : softklávesami
L, P:
rozd lný př davek axiálně/radiálně – generuje „př davek
G57” před cyklem
L:
konstantn př davek – generuje „př davek G58” před
cyklem
Zanořován : obrábět klesaj c obrysy ?
■
Ano
■
Ne
E:
redukovaný posuv při zanořován u klesaj c ch obrysů
Odj žděn :
■
Ano: „způsob odj žděn H” nastav te softklávesami
■
Ne (H=4): nástroj zůstane stát na konečné souřadnici
H:
způsob odj žděn – nastav te softklávesami
I, K:
poloha odjet při H=0, 1 nebo 2
Obroben tvarových prvků s ...: obráběné tvarové prvky, zkosen
atd. nastav te softklávesami
6.12 Interaktivn gener
ován pracovnch postupů (IAG)
Poloha definovaná v „Cyklus – Najet ” se
převezme jako navržená hodnota při
„Poloha odjet I,K”