12 speciáln funkce – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 174
4 DIN PLUS
162
4.12 Speciáln funkce
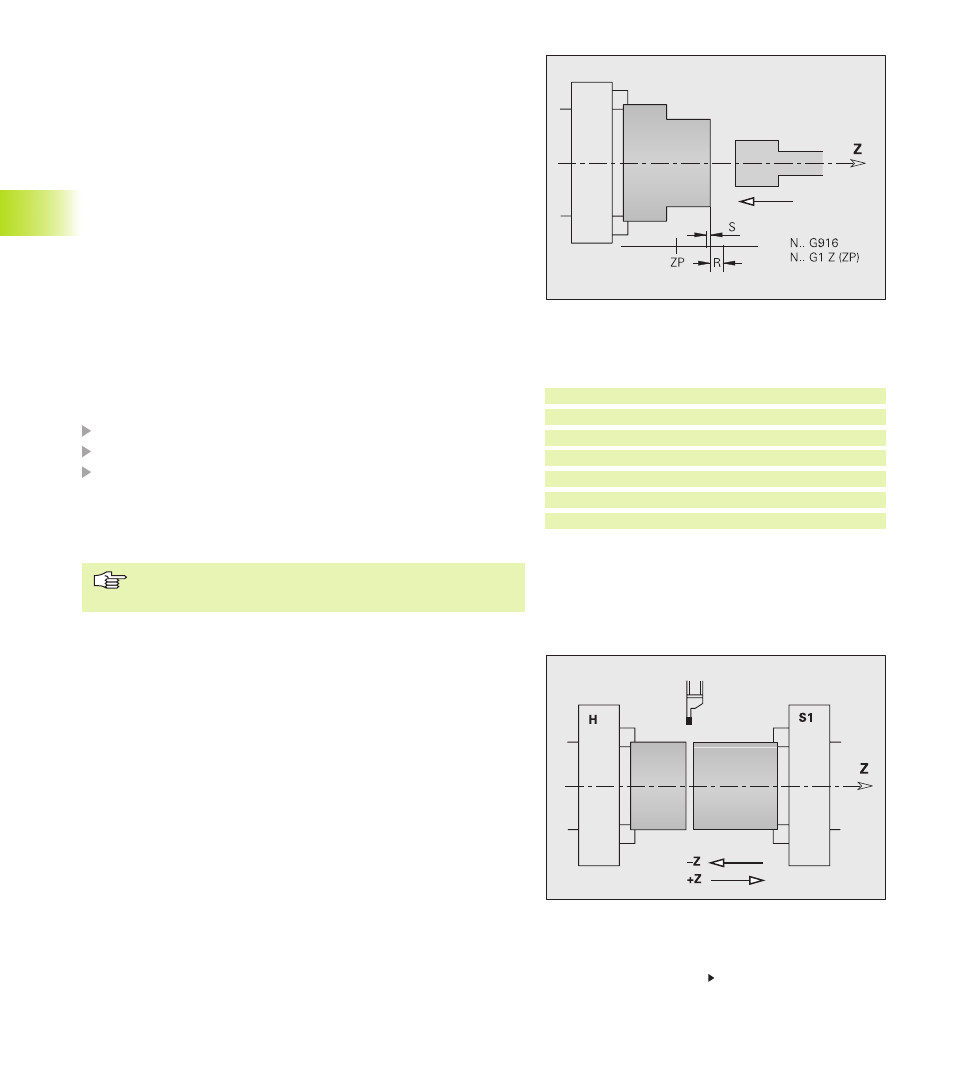
ZP:
c lová poloha pojezdového př kazu
S:
hranice vlečné odchylky
R:
dráha reverzace
Př klad
. . .
N.. G94 F200
$2 N.. G0 Z20 [předpolohován suportu 2]
$2 N.. G916 G1 Z 10 [aktivován kontroly,
najet na pevný doraz]
. . .
Najet na pevný doraz G916
G916 zapne ”kontrolu dráhy pojezdu”. Potom jedete pomoc G1 na
”pevný doraz”. CNC PILOT zastav suport, jakmile se dosáhne
”vlečné odchylky”, ulož polohu do paměti a jede zpět o ”dráhu
návratu” k odstraněn pnut .
Př klad použit
Převzet částečně opracovaného obrobku druhým, poj zdným
vřetenem, nen li poloha obrobku přesně známa.
Ve strojnách parametrech 1012, .. ;1112, 1162, .. urč te:
■
hranici vlečné odchylky (k rozpoznán pevného dorazu)
■
dráhu návratu
CNC PILOT
■
nastav úpravu posuvu na 100%
■
jede až na pevný doraz a zastav , jakmile se dosáhne ”vlečné
odchylky” zbývaj c dráha pojezdu se vymaže
■
ulož ”polohu dorazu” do proměnných V901..V918
■
odjede zpět o ”dráhu návratu
■
vygeneruje ”stop interpreteru”
Poznámky pro programován :
Suport napolohujte dostatečně daleko před ”dorazem”
G916 naprogramujte v bloku pojezdu G1
G1 .. naprogramujte takto:
■
c lová poloha lež za pevným dorazem
■
poj ždějte pouze jednou osou
■
mus být aktivn posuv za minutu (G94)
Kontrola upichován kontrolou vlečné odchylky
G917
Kontrola upichován slouž k zabráněn koliz m při neúplně
provedených upichovac ch operac ch. G917 ”kontroluje” dráhu
pojezdu.
Použit
■
Kontrola rozp chnut
Up chnutým obrobkem jedete ve směru ”+Z”. Vznikne li vlečná
odchylka, považuje se obrobek za neup chnutý.
■
Kontrola na ”up chnut bez hrotu”
Up chnutým obrobkem jedete ve směru ” Z”. Vznikne li vlečná
odchylka, považuje se obrobek za nikoli správně up chnutý.
Ve strojn ch parametrech 1115, 1165, .. urč te:
■
hranici vlečné odchylky
■
posuv ”kontrolované ujeté dráhy”
pokračován na dalš straně
Poč naje verz softwaru 368 650 08 lze funkci ”Najet na
pevný doraz” použ vat i pro osu C.