6 atributy obráběn, Přiřazen atributů – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 281
HEIDENHAIN CNC PILOT 4290
269
Softklávesy „Výběr úrovn ”
dalš /předchoz úroveň při „tvar ve
tvaru”
dalš /předchoz úroveň při „tvar ve
tvaru”
dalš /předchoz tvar nebo plán
dalš /předchoz tvar nebo plán
6.9.6 Atributy obráběn
AAG (automatické generován pracovn ch postupů) vyhodnocuje
atributy obráběn pro vygenerován pracovn ho postupu. IAG
(interaktivn generován pracovn ch postupů) přeb rá atributy
obráběn jako parametry cyklu.
Definován atributů obráběn
Nastavte rovinu obráběn (soustružený obrys, čelo nebo pláš
atd.)
Zvolte typ atributu (podmenu „atributů obráběn ”)
Vyberte obrysový prvek (existuj c atributy se zobraz )
Zadejte/změňte atributy
Softklávesy
Jsou li v některém tvaru uspořádány d ry nebo plány („tvar ve
tvaru”), pak TURN PLUS tyto „úrovně” rozliš . Vyberte nejdř ve
úroveň a pak požadovaný obrys.
Atributy obráběn pro soustružen závitů
Parametry
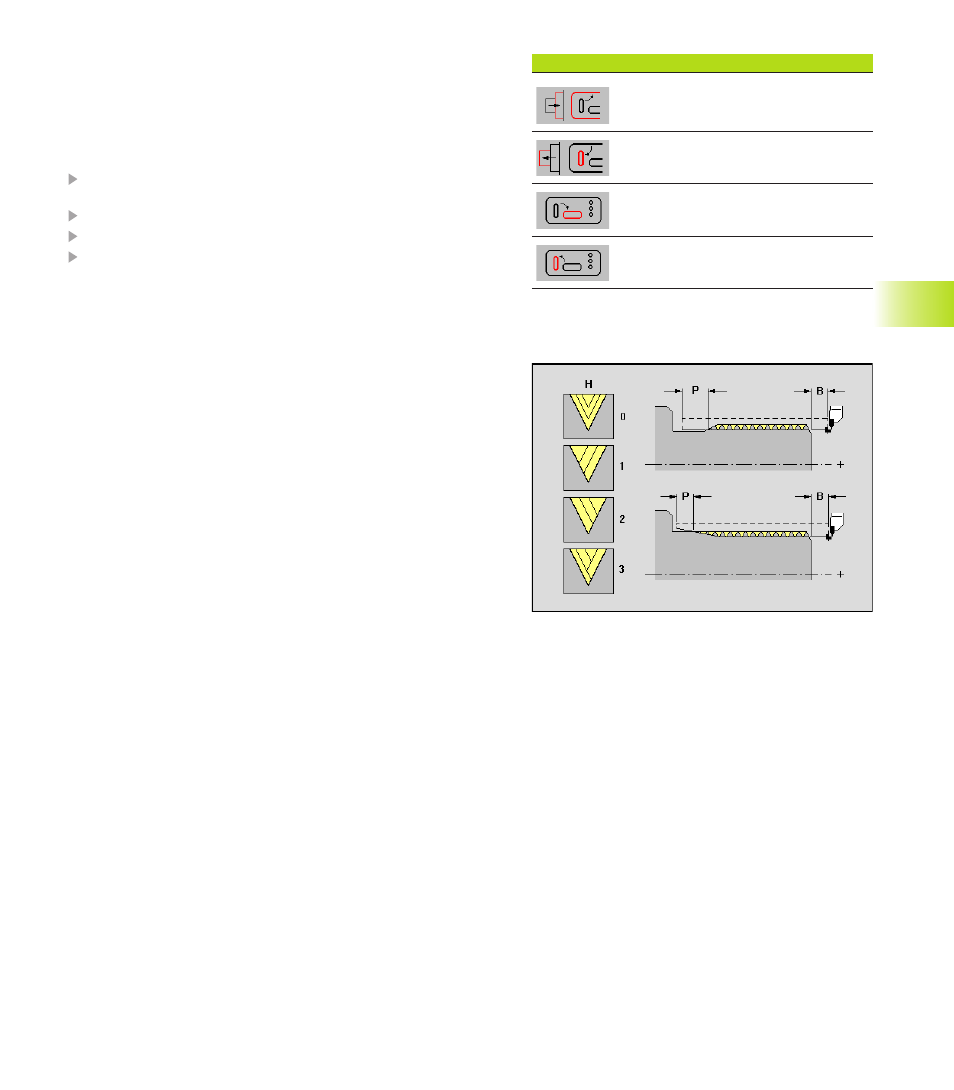
B, P:
délka rozběhu, délka doběhu – bez zadán : CNC PILOT
zjist délku ze sousedn ch výběhů nebo zápichů
Neexistuje li výběh/zápich, použije se „délka rozběhu
závitu/doběhu závitu” z parametru obráběn 7 (viz též „4.8
Závitové cykly”).
C:
úhel startu – lež li začátek závitu definovaně vůči nikoli
rotačně symetrickým obrysovým prvkům
I:
maximáln př suv
V:
způsob př suvu
■
(V=0) konstantn průřez : konstantn průřez tř sky u všech
řezů
■
(V=1) konstantn př suv
■
(V=2) rozdělen doř znut : vyplyne li z dělen „hloubka
závitu/př suv” zbytek, plat tento „zbytek” pro prvn př suv.
„Posledn řez” se rozděl na řezy 1/2, 1/4, 1/8 a 1/8.
■
(V=3) Metoda EPL: př suv se vypoč tá ze stoupán a
otáček
H:
způsob přesazen jednotlivých př suvů k vyhlazen boků
závitu
■
H=0: bez přesazen
■
H=1: přesazen zleva
■
H=2: přesazen zprava
■
H=3: přesazen stř davě zprava/zleva
Q:
počet chodů naprázdno – po posledn m řezu (k odstraněn
řezného tlaku na dně závitu)
6.9.Přiřazen atributů