5 parametry obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 380
7 Parametry
368
7.5 Parametry obráběn
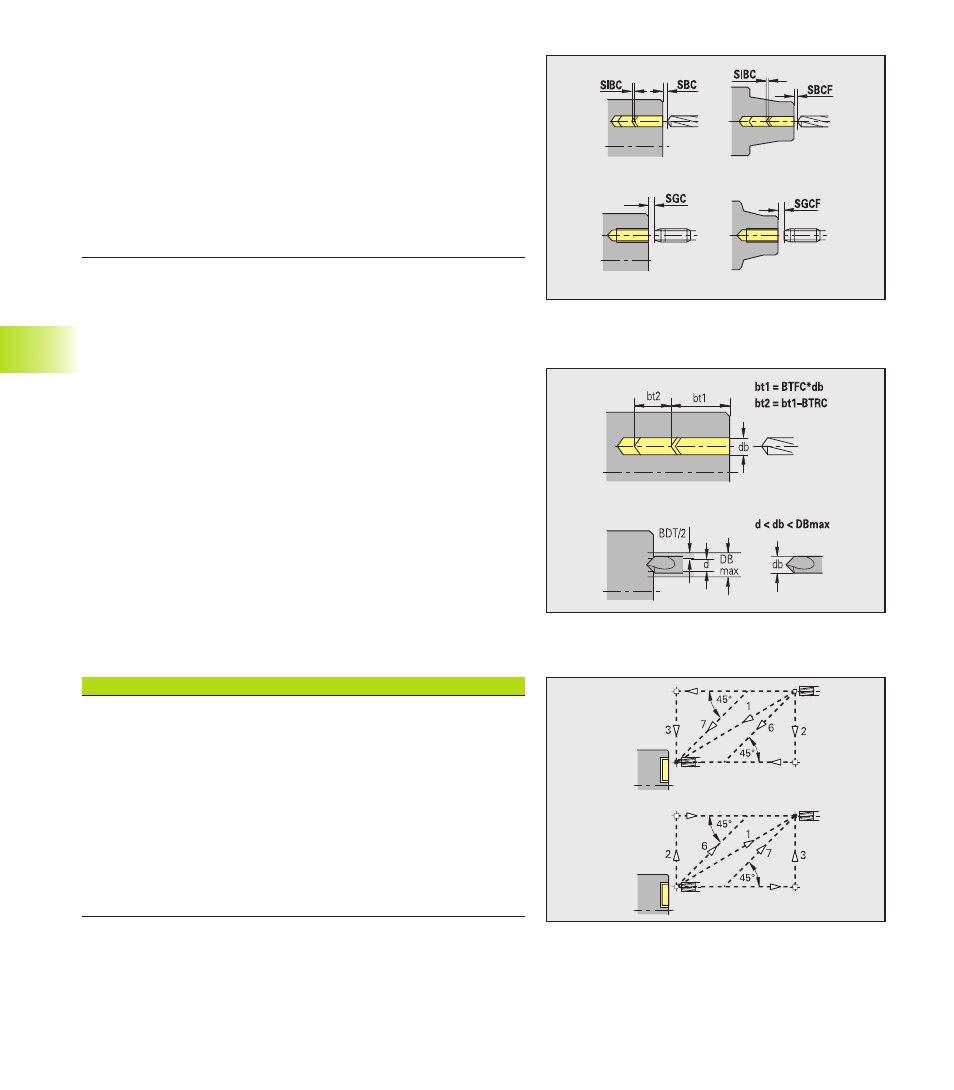
Vrtán – bezpečnostn vzdálenosti
■
Vnitřn bezpečnostn vzdálenost [SIBC] – při hlubokém vrtán
(vzdálenost návratu B u G74).
■
Poháněné vrtac nástroje [SBC] – bezpečnostn vzdálenost na
čele a na plášti pro poháněné nástroje.
■
Nepoháněné vrtac nástroje [SBCF] – bezpečnostn
vzdálenost na čele a na plášti pro nepoháněné nástroje.
■
Poháněné závitn ky [SGC] – bezpečnostn vzdálenost na čele a
na plášti pro poháněné nástroje.
■
Nepoháněné závitn ky [SGCF] – bezpečnostn vzdálenost na
čele a na plášti pro nepoháněné nástroje.
Vrtán – obráběn
Tyto parametry plat pro vrtán cyklem hlubokého vrtán (G74).
■
Činitel hloubky vrtán [BTFC] – 1. hloubka vrtán : bt1 = BTFC *
db (db: průměr vrtáku)
■
Redukce hloubky vrtán [BTRC] – 2. hloubka vrtán : bt2 = bt1 –
BTRC; dalš stupně vrtán se redukuj obdobně.
■
Tolerance průměru vrtáku [BDT] – pro výběr vrtac ch nástrojů
(středic vrtáky, navrtáváky, kuželové záhlubn ky, stupňovité
vrtáky, kuželové výstružn ky).
Průměr vrtán : DBmax = BDT + d (DBmax: maximáln průměr
vrtán )
Volba nástroje: DBmax > DB > d
10 – Frézován
Frézován – naj žděn a odj žděn
■
Naj žděn na čeln plochu [ANMS]
■
Naj žděn na pláš [ANMM]
■
Odj žděn z čeln plochy [ABMA]
■
Odj žděn z pláště [ABMM]
Způsob najet /odjet :
■
1: směr X a Z současně
■
2: nejprve směr X, pak směr Z
■
3: nejprve směr Z, pak směr X
■
6: vlečen , směr X před směrem Z
■
7: vlečen , směr Z před směrem X
Pohyby při naj žděn a odj žděn prob haj rychloposuvem (G0).