11 frézovac cykly – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 164
4 DIN PLUS
152
4.11
Frézovac cykly
Frézován obrysů G840
G840 frézuje, dokončuje načisto, ryje nebo odhrotovává tvary
(obrazce) nebo „volné obrysy” (otevřené nebo uzavřené obrysy)
jednotlivých část programu:
■
ČELO
■
ZADNÍ STRANA
■
PLÁŠŤ
NS/NE určuje úsek obrysu a směr obrysu. U uzavřených obrysů se
NE neprogramuje. U jednoho jediného prvku obrysu dosáhnete
naprogramován m NS a NE obrácen (reverzaci) směru obrysu.
Směr frézován a kompenzaci radiusu frézy (FRK) ovlivn te
pomoc „Typu cyklu Q”, „způsobu frézován H” a směru otáčen
frézy (viz tabulku).
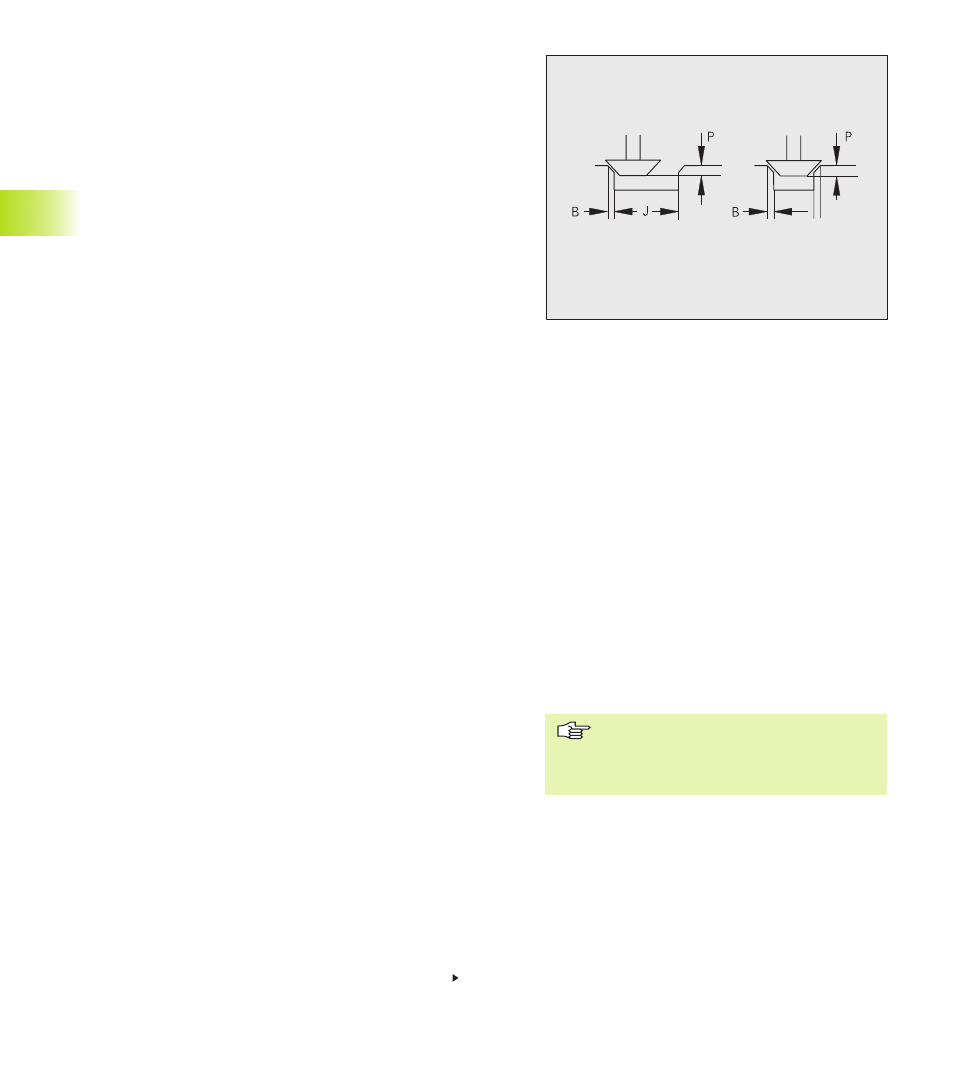
Odhrotován
G840 odhrotuje, je li naprogramován parametr „š řka zkosen ”.
„Hloubka frézován P” určuje při odhrotován zanořen nástroje –
„př suv I” odpadá.
„Průměr vstupn ho obroben J” (viz obrázek)
■
otevřený obrys – J je naprogramováno: obrys se odhrotuje
„kolem dokola”. Předpoklad: odhrotovac nástroj má menš
průměr než frézovac nástroj.
■
otevřený obrys – stejný průměr odhrotovac ho a frézovac ho
nástroje: J odpadá
■
uzavřený obrys: odhrotuje se strana naprogramovaná „typem
cyklu Q”; J odpadá
Ostatn parametry se zpravidla programuj tak jako při frézován
obrysu.
Naj žděn a odj žděn
U uzavřených obrysů představuje polohu naj žděn a odj žděn bod
na prvn m prvku obrysu kolmo pod polohou nástroje. Nelze li tuto
kolmici spustit, je polohou naj žděn a odj žděn bod startu prvn ho
prvku.
U obrazců (tvarů) můžete prvek naj žděn a odj žděn zvolit pomoc
„Začátek/konec prvku č slo D/V” nebo obrábět části obrazce.
Př davek
Př davek G58 „posouvá” frézovaný obrys ve směru, který urč te
„typem cyklu”. „Vnitřn frézován ” (uzavřený obrys) posouvá obrys
dovnitř, – „vnějš frézován ” posouvá obrys směrem ven. U
otevřených obrysů se v závislosti na typu cyklu obrys posouvá
doleva nebo doprava.
pokraèování na další stranì
4.11 Frézovac cykly
■
U „typu cyklu Q=0” se na př davky
nebere zřetel.
■
Na př davky G57 a záporné př davky
G58 se nebere zřetel.
Proveden cyklu
1 poloha startu (X, Z, C) je poloha před cyklem
2 vypoč tá hloubkové př suvy frézován
3 najede na bezpečnostn vzdálenost a provede
př suv pro prvn hloubku frézován
4 ofrézuje obrys
5
■
U otevřených obrysů a drážek s š řkou drážky =
průměr frézy: provede př suv pro dalš hloubku
př suvu a ofrézuje obrys v opačném směru.
■
U uzavřených obrysů a drážek: odsune na
bezpečnostn vzdálenost, najede a provede
př suv pro dalš hloubku př suvu.
6 opakuje 4...5, až je celý obrys ofrézován
7 odjede zpět podle dané „roviny návratu”