12 speciáln funkce, Kontrola upichován kontrolou vřetena g991 – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 175
HEIDENHAIN CNC PILOT 4290
163
4.12 Speciáln funkce
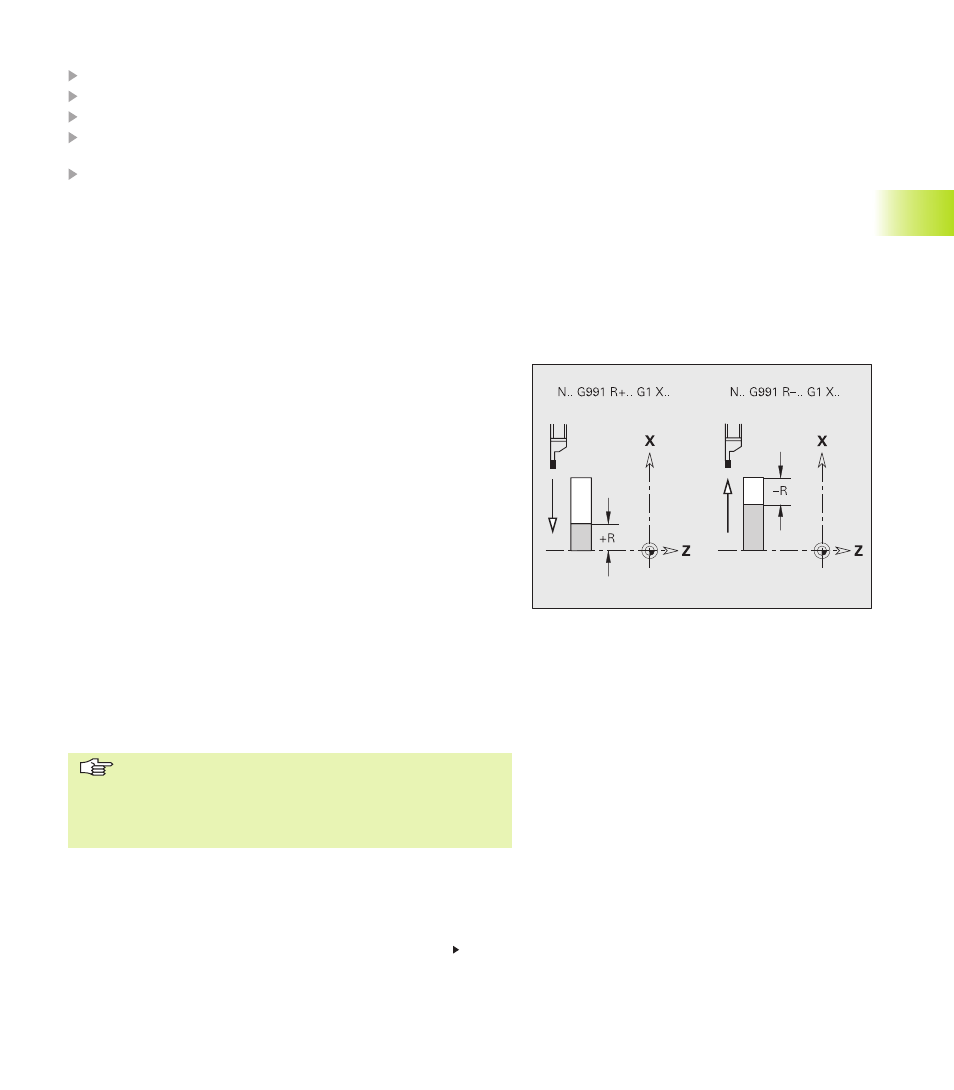
Kontrola upichován kontrolou vřetena G991
Kontrola upichován slouž k zabráněn koliz m při neúplně
provedených upichovac ch operac ch. G991 kontroluje up chnut
(rozp chnut ) sledován m rozd lu otáček obou vřeten.
Obě vřetena jsou nejprve navzájem „silově” spojena obrobkem.
Teprve když je obrobek up chnut, otáčej se vřetena na sobě
nezávisle. Odchylka otáček a doba kontroly se stanov ve strojn ch
parametrech 808, 858, ..., lze je však měnit pomoc G992.
CNC PILOT zap še výsledek kontroly upichován do proměnné
V300.
V „dráze návratu R” definujete kontrolovanou dráhu a urč te, zda
se kontroluje dráha upichován (krátce před rozp chnut m) nebo
dráha návratu (viz obrázek vpravo).
Parametr
R:
dráha návratu (rozměr radiusu)
■
bez zadán : rozd l otáček synchronně běž c ch vřeten se
překontroluje (jednorázově)
■
R>0: kontrola „zbývaj c dráhy upichován ”
■
R<0: kontrola „dráhy návratu” – kontrola zač ná při startu
„dráhy návratu” a konč při „dráha návratu – R”
Programován kontroly up chnut :
up chněte obrobek
funkc G917 zapněte „kontrolu dráhy pojezdu”
funkc G1 pohybujte up chnutým obrobkem
CNC PILOT kontroluje „vlečnou odchylku” a zap še výsledek do
proměnné V300
vyhodnocen proměnné V300
Empirické hodnoty
G917 dává uspokojivé výsledky za těchto okolnost :
■
u drsných up nac ch čelist až do 3000 otáček za minutu
■
u hladkých up nac ch čelist až do 2000 otáček za minutu
■
up nac tlak > 10 barů
Poznámky pro programován :
■
G917 a G1 programujte v jednom bloku
■
G1 .. programujte takto:
■
při „kontrole rozp chnut ”: dráha >0,5 mm (aby
se umožnil výsledek kontroly)
■
při kontrole na „up chnut bez hrotu”: dráha <
š řka upichovac ho nástroje
■
výsledek v proměnné V300
■
0: obrobek nebyl up chnut správně / bez hrotu
(zjištěna vlečná odchylka)
■
1: obrobek byl up chnut správně / bez hrotu
(vlečná odchylka nezjištěna)
■
G917 vygeneruje „stop interpreteru”
■
Kontrole upichován pomoc G917 je lépe dát
přednost před G991.
■
Při zlomen nástroje mohou vzniknout rozd ly otáček a
negativně ovlivnit výsledek kontroly up chnut . Proto se
doporučuje nav c kontrola dráhy návratu.
pokračován na dalš straně
Poznámky pro programován :
■
programujte konstantn řeznou rychlost G96
■
G991 a G1 (dráhu upichován nebo dráhu
návratu) programujte v jednom bloku
■
výsledek ve V300:
■
0: neup chnuto
■
1: up chnuto
■
G991 vygeneruje „stop interpreteru”