3 lineárn a rotačn osy, 1 pr ogramován podle din – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 74
4 DIN PLUS
62
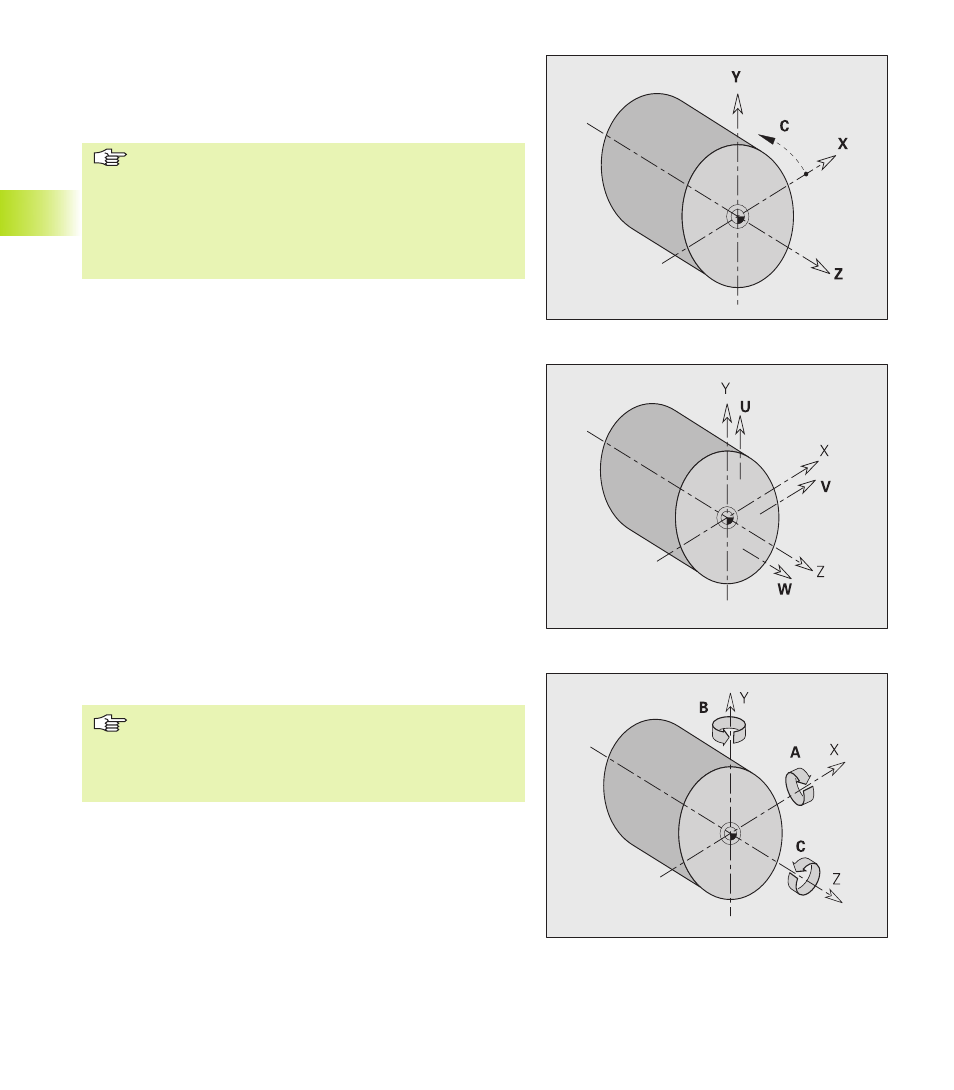
Hlavn osy
Lineárn př davné osy
Rotačn osy jako př davné osy
4.1.3
Lineárn a rotačn osy
Hlavn osy: údaje souřadnic pro osu X, Y a Z se vztahuj k
nulovému bodu obrobku. Odchylky od tohoto pravidla se vždy
uváděj .
U záporných souřadnic X je nutno si uvědomit:
■
nejsou dovoleny při popisech obrysů
■
nejsou dovoleny u cyklů soustružen
■
sledován obrysu se neprovád
■
smysl otáčen u kruhových oblouků (G2/G3, G12/G13)
se mus ručně přizpůsobit
■
poloha při kompenzaci radiusu břitu (G41/G42) se
mus ručně přizpůsobit
Osa C: úhlové údaje se vztahuj k „nulovému bodu osy C”.
(Předpoklad: osa C je konfigurována jako hlavn osa.)
Při obrysech osy C a obráběn v ose C plat :
■
Souřadnicové údaje na čeln /zadn straně se uváděj v
kartézských souřadnic ch (XK, YK) nebo v polárn ch
souřadnic ch (X, C)
■
Souřadnicové údaje na ploše pláště se uváděj v polárn ch
souřadnic ch (Z, C). Nam sto „C” lze použ t „př mkový rozměr
CY” (”rozvinut pláště” na referenčn m průměru).
Př davné osy (pomocné osy): CNC PILOT podporuje kromě
hlavn ch os též
■
U:
lineárn osa ve směru X
■
V:
lineárn osa ve směru Y
■
W: lineárn osa ve směru Z
■
A:
rotačn osa, rotuje kolem X
■
B:
rotačn osa, rotuje kolem Y
■
C: rotačn osa, rotuje kolem Z
Př davné osy se programuj pouze v části obráběn ve funkc ch
G0..G3, G12, G13, G30, G62 a G701. Kruhová interpolace je
možná pouze v hlavn ch osách.
Rotačn osy (jako př davné osy) se programuj v části obráběn
pomoc G15.
■
Editor DIN bere v úvahu pouze p smena adres
konfigurovaných os.
■
Chován rotačn osy C závis na tom, zda je
konfigurována jako hlavn nebo př davná osa. „Funkce
osy C” G100..G113 plat pro „hlavn osu C”.
4.1 Pr
ogramován podle DIN