12 interaktivn gener ován pracovnch postupů (iag) – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 314
6 TURN PLUS
302
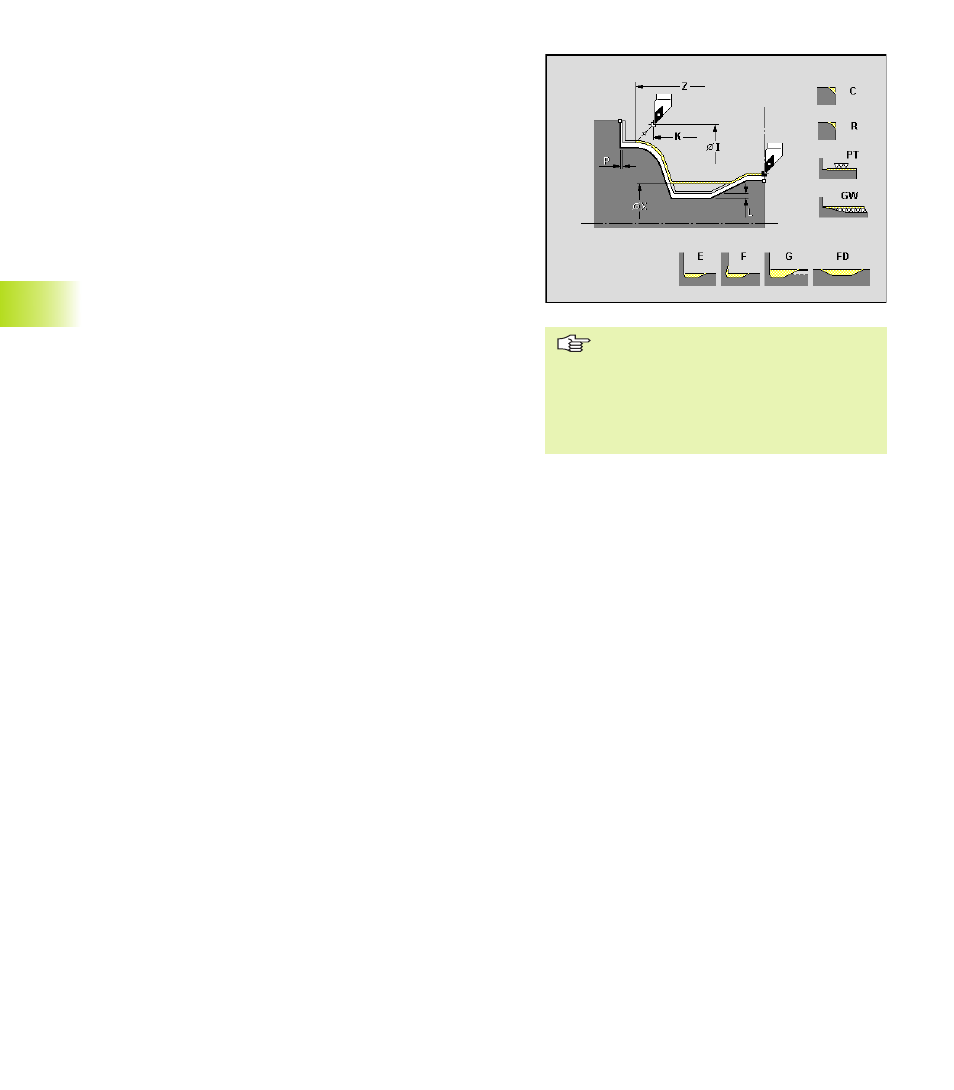
Dokončován – obroben obrysu (G890)
Vybraná část obrysu se obrob rovnoběžně s obrysem jedn m
dokončovac m řezem s přihlédnut m ke zkosen m, zaoblen m a
odlehčovac m zápichům (výběhům).
U zkosen /zaoblen plat :
■
Atribut „Hloubka drsnosti povrchu/posuv” nen programován:
CNC PILOT provede automatickou redukci posuvu. Provede se
minimálně „FMUR” otáček (parametr obráběn 5).
■
Atribut „Hloubka drsnosti povrchu/posuv” je programován: bez
redukce posuvu
■
U zkosen /zaoblen , která jsou s ohledem na svou velikost
obráběna minimálně počtem otáček FMUR (parametr obráběn
5), se redukce posuvu neprovád .
Parametry
X, Z:
omezen řezu
Druh př davku nastaven : softklávesami
L, P:
rozd lný př davek axiálně/radiálně – generuje „př davek
G57” před cyklem
L:
konstantn př davek – generuje „př davek G58” před
cyklem
Zanořován : obrábět klesaj c obrysy ?
■
Ano
■
Ne
E:
redukovaný posuv při zanořován u klesaj c ch obrysů
Naj žděn :
■
Ano: „způsob naj žděn Q” nastav te softklávesami
■
Ne (Q=3): nástroj je v bl zkosti výchoz ho bodu
Q:
způsob naj žděn – nastav te softklávesami
Odj žděn :
■
Ano: „způsob odj žděn H” nastav te softklávesami
■
Ne (H=4): nástroj zůstane stát na konečné souřadnici
H:
způsob odj žděn – nastav te softklávesami
I, K:
poloha odjet při H=0, 1 nebo 2
Obroben tvarových prvků s ...: obráběné tvarové prvky, zkosen
atd. nastav te softklávesami
CNC PILOT zjist navrhovanou hodnotu
„polohy odjet I,K” v závisloti na tom, zda
programujete „Cyklus – Najet ”:
■
programováno: poloha z „Cyklus –
Najet ”
■
neprogramováno: poloha bodu
výměny nástroje
6.12 Interaktivn gener
ován pracovnch postupů (IAG)