2 pohyby nástroje bez obráběn, 6 př kazy k obráběn, 1 přiřazen obrysu – obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 122: 6 přkazy k obráběn
4 DIN PLUS
110
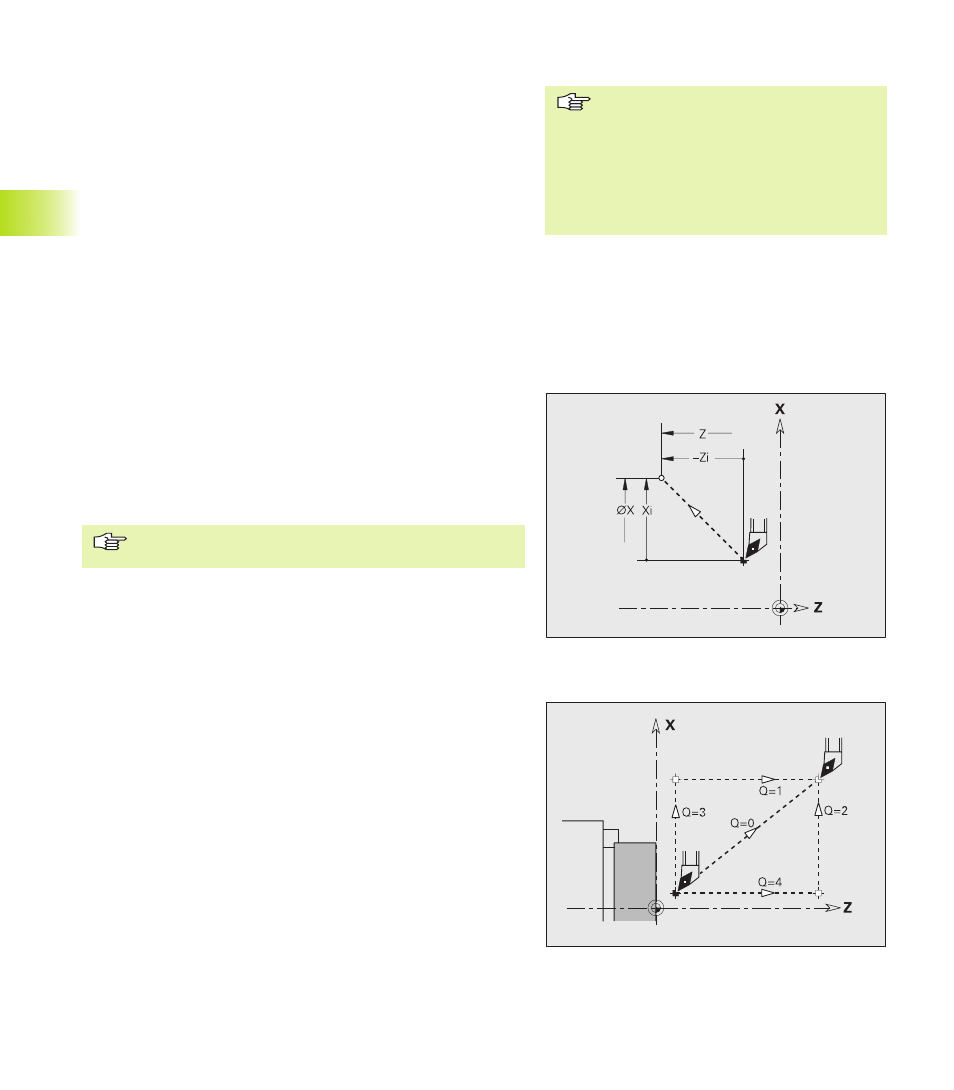
Najet do bodu výměny nástroje G14
Suport jede do polohy výměny nástroje rychloposuvem.
Souřadnice bodu výměny definujete v provozn m režimu SEŘÍZENÍ.
Parametr
Q:
Pořad – standardně: 0
0: diagonáln pojezd
1: nejdř ve směr X, pak směr Z
2: nejdř ve směr Z, pak směr X
3: pouze směr X
4: pouze směr Z
S osou Y: viz Př ručku pro uživatele „CNC PILOT 4290 s osou Y”
4.6 Přkazy k obráběn
4.6.2
Pohyby nástroje bez obráběn
Rychloposuv G0
Nástroj se pohybuje rychloposuvem nejkratš cestou do „c lového
bodu”.
Parametr
X, Z: průměr, vzdálenost c lového bodu (X rozměr průměru)
Programován X, Z: absolutně, inkrementálně nebo
samodržně
S osou Y: viz Př ručku pro uživatele „CNC PILOT 4290 s osou Y”
4.6 Př kazy k obráběn
4.6.1
Přiřazen obrysu – obráběn
Skupina obrobků G99
Je li v jednom NC programu definováno v ce popisů obrysu
(obrobků), přiřad te pomoc G99 „obrys Q” následnému obroben .
Identifikátor suportu před NC blokem definuje suport, který tento
obrys obrob . Nebyla li funkce G99 ještě naprogramována
(např klad při startu programu), pracuj všechny sporty na „obrysu
1”.
Parametry
Q:
č slo obrobku – určuje se pod OBRYS
D:
č slo vřetena – vřeteno, které obrobek drž
X, Z: posunut nulového bodu (vztah: nulový bod stroje)
■
Simulace
– napolohuje obrobek podle „Posunut X,
Z”
– zjist a napolohuje up nadla podle
„č sla vřetena D” (G99 nenahrazuje G65)
■
Naprogramujte G99 znovu, předá li se
obrobek jinému vřetenu a/nebo se
posune poloha v pracovn m prostoru.