5 automatický provoz, 1 navolen programu, 5 automatický pr ovoz – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 53
HEIDENHAIN CNC PILOT 4290
41
3.5 Automatický provoz
V automatickém provozu se data podle
daného nastaven parametru ř zen 1
zadávaj a zobrazuj metricky nebo v
palc ch. Pro prováděn programu je
rozhoduj c nastaven v „záhlav ” NC
programu – nemá žádný vliv na obsluhu
a indikaci
3.5.1 Navolen programu
CNC PILOT přelož NC program dř ve, než jej
můžete aktivovat pomoc cyklu Start. „#
proměnné” se zadávaj během procesu překládán .
„Restart” zabraňuje – „Nový start” si vynucuje nový
překlad.
Navolen programu
Zvolte „Prog – Navolen programu”
Vyberte NC program
NC program se zavede bez předchoz ho
překladu, pokud:
■
nebyly provedeny žádné změny v programu
nebo v seznamu nástrojů.
■
soustruh nebyl mezit m vypnut.
Restart
Zvolte „Prog – Restart”
Naposledy aktivn NC program se zavede bez
předchoz ho překladu, pokud:
■
nebyly provedeny žádné změny v programu
nebo v seznamu nástrojů.
■
soustruh nebyl mezit m vypnut.
Nový start
Zvolte „Prog – Nový start”
NC programm se zavede a přelož . (Použit :
Start NC programu s # proměnnými.)
z DIN PLUS
Zvolte „Prog – z DIN PLUS”
Zvolený NC program v DIN PLUS se zavede a
přelož .
■
Neodpov dá li „Tabulka revolveru” v
NC programu právě platné tabulce, vydá
se výstraha.
■
Jméno NC programu zůstává
zachováno do té doby, než navol te nový
program – i když byl soustruh mezit m
vypnut.
3.5 Automatický pr
ovoz
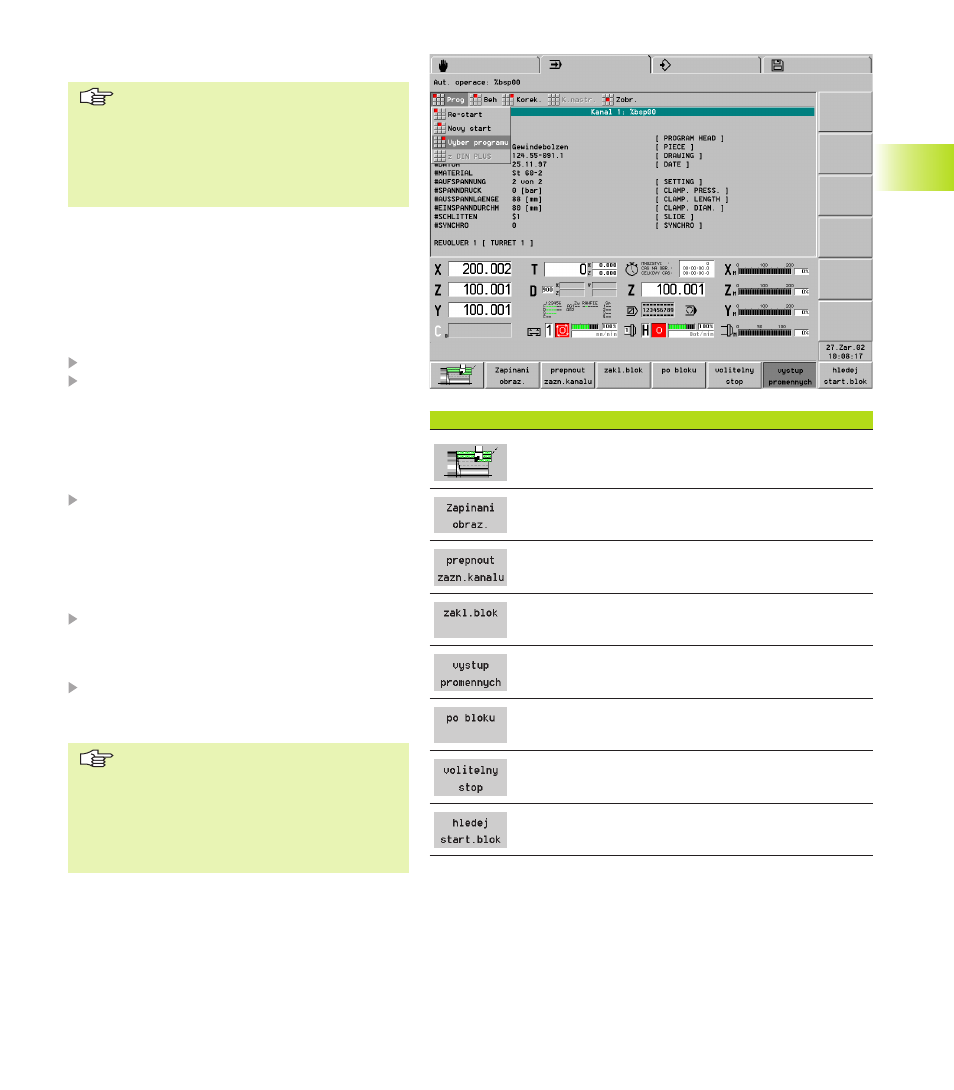
Softklávesy
Přepnut na „grafické zobrazen ”
Přepnut indikace stroje
Nastaven indikace bloků pro dalš kanály
Zobrazen základn ch bloků (jednotlivých drah
pojezdu)
Potlačen /povolen výstupu proměnných
Nastaven režimu „po bloku”
Zastaven programu při M01 (volitelné zastaven )
Vyhledán bloku startu