12 interaktivn gener ován pracovnch postupů (iag) – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 310
6 TURN PLUS
298
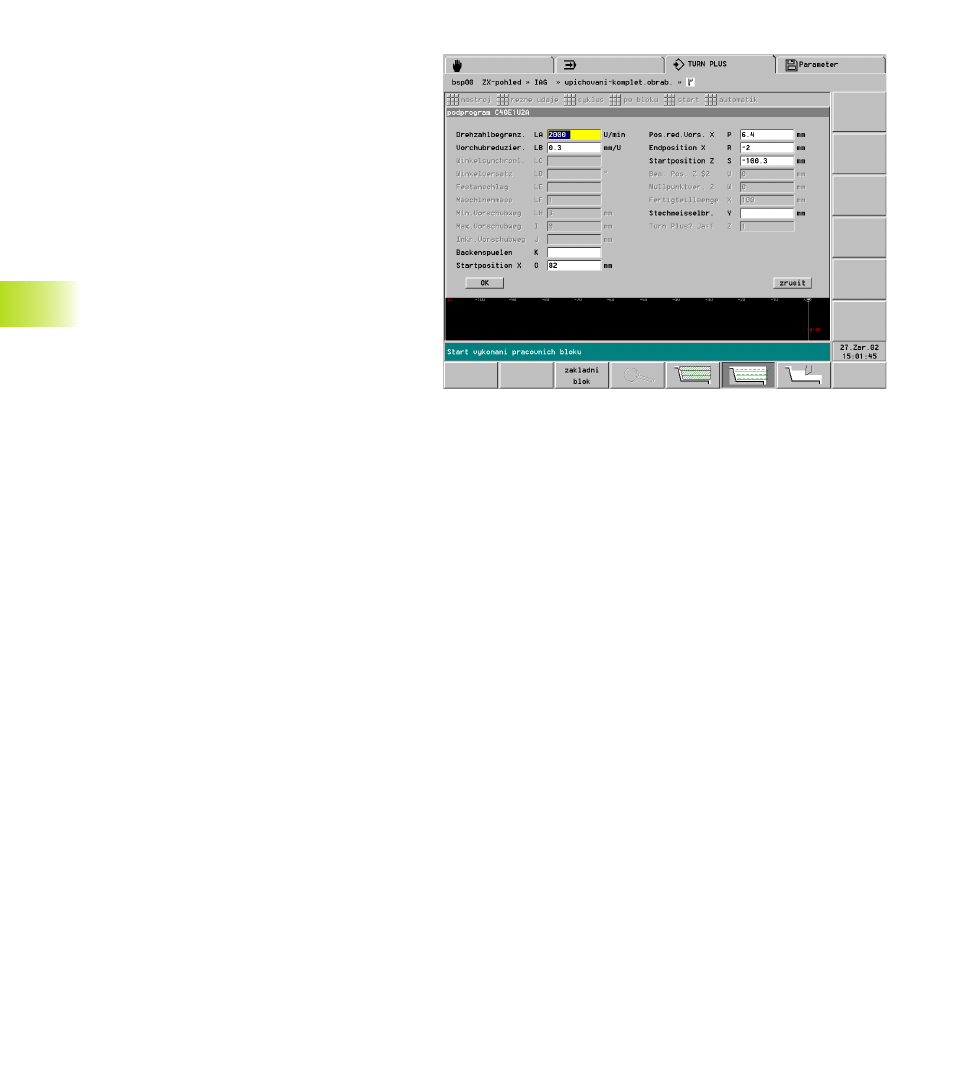
Předávané parametry u expertn ho programu s
jiným jménem
„Upichován ” (viz náčrt)
Omezen otáček (LA): pro upichován
Redukce posuvu (LB): hodnota posuvu pro
„posledn část” upichován
Oplachován čelist (K): viz Př ručku ke stroji
Výchoz poloha X (O): pro upichován – navržená
hodnota: z popisu obrobku
Poloha redukce posuvu X (P): od této polohy se
jede redukovaným posuvem
Koncová poloha X (R): koncová poloha při
upichován
Výchoz poloha Z (S): pro upichován – navržená
hodnota: svislý prvek z „výběru”
Š řka upichováku (Y): š řka břitu upichovac ho
nástroje
„Předán obrobku” (viz též „6.11 Př prava –
Přepnut ”)
Úhlový synchronn chod (LC):
■
0: úhlový synchronn chod
■
1: otáčkový synchronn chod
Úhlové přesazen (LD): při úhlovém synchronn m
chodu
Pevný doraz (LE):
■
0: s najet m na pevný doraz
■
1: bez najet na pevný doraz
Strojový rozměr (LF): poloha převzet ve strojovém
rozměru n (n: 1..6)
Minimáln dráha posuvu (LH): pro „najet na pevný
doraz” (viz Př ručku ke stroji)
Maximáln dráha posuvu (I): pro „najet na pevný
doraz” (viz Př ručku ke stroji)
Inkr. dráha posuvu (J): pro „najet na pevný doraz”
(viz Př ručku ke stroji)
Poloha obráběn Z $2 (U): pracovn poloha
př davného vřetena – navržená hodnota:
ofset nulového bodu např. ze strojn ho
parametru 1164 pro osu Z $1 (viz náčrt)
Posunut nulového bodu (W): posunut nulového
bodu NC (výpočet: vzdálenost od
referenčn ho bodu skl čidla k hraně dorazu
up nac čelisti + délka hotového d lce)
Délka hotového d lce (LF): z popisu obrobku
S TURN PLUS (Z):
■
1: př prava práce na př davném vřetenu
(zapnut konverz , posunut nulového bodu
atd.)
6.12 Interaktivn gener
ován pracovnch postupů (IAG)