15 pr ogramován pr oměnných – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 188
4 DIN PLUS
176
Informace v proměnných
Z proměnných můžete vyč st následuj c informace o nástroj ch a
ř zen NC. Obsazen proměnných #518..#521 závis na typu
nástrojů.
Předpoklad: proměnná je „definována” na základě vyvolán
nástroje nebo NC programu.
# proměnná
Informace o nástroj ch
#512
typ nástroje tř m stně
#513..#515
1., 2., 3. m sto typu nástroje
#516
využitelná délka (nl) u soustružnických a vrtac ch
nástrojů
#517
hlavn směr obráběn (viz tabulku)
#518
vedlejš směr obráběn u soustružnických
nástrojů (viz tabulku)
#519
typ nástroje:
■
14*: 1 = pravé, 2 = levé proveden (A)
■
5**, 6**: počet zubů
#520
typ nástroje:
■
1**, 2**: radius břitu (rs)
■
3**, 4**: průměr čepu (d1)
■
51*, 52*: průměr frézy vpředu (df)
■
56*, 6**: průměr frézy (d1)
#521
typ nástroje:
■
11*, 12*: průměr stopky (sd)
■
14*, 15*, 16*, 2**: š řka břitu (sb)
■
3**, 4**: délka náběhu (al)
■
5**, 6**: š řka frézy (fb)
#522
poloha nástroje (vztah: směr obráběn nástroje)
0: na obrysu
1: vpravo od obrysu
–1: vlevo od obrysu
#523..#525
seřizovac rozměry (ze, xe, ye)
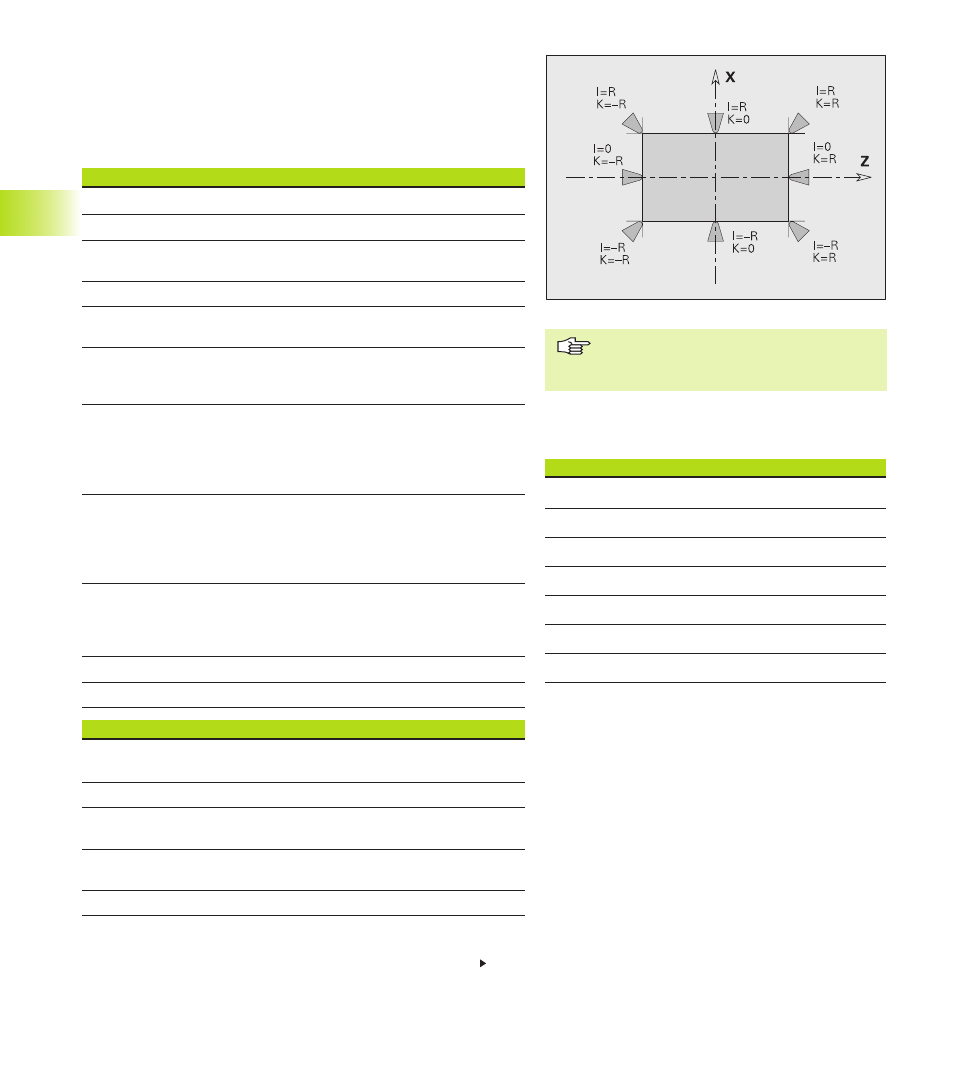
#526..#527
poloha středu břitu I, K (viz obrázek)
# proměnná
NC informace
#768..#770
posledn programovaná poloha X (rozměr
radiusu), Y, Z
#771
posledn programovaná poloha C [°]
#772
aktivn provozn režim
2: STROJ; 3: SIMULACE; 4: TURN PLUS
#774
Status SRK/FRK
40: G40 aktivn ; 41: G41 aktivn ; 42: G42 aktivn
#775
č slo zvolené osy C
pokraèování na další stranì
Údaje o poloze a rozměrech jsou vždy
metrické – i když se provád NC program
programovaný v palc ch („inch”).
Hlavn a vedlejš směr obráběn :
0:
nedefinováno
1:
+Z
2:
+X
3:
–Z
4:
–X
5:
+/–Z
6:
+/–X
4.15 Pr
ogramován pr
oměnných