6 přkazy k obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 131
HEIDENHAIN CNC PILOT 4290
119
Př davek podél obrysu (ekvidistantn ) G58
Negativn př davek je při G890 dovolen. G58 programujte před
vyvolán m cyklu.
G58 působ v dále uvedených cyklech – přitom se př davky po
proveden cyklu
■
vymažou: G810, G820, G830, G835, G860, G869, G890
■
nevymažou: G83
Parametr
P:
př davek
Je li př davek programován v G58 a v cyklu, pak se
použije př davek z cyklu.
G147 nahrazuje v parametrech
(parametr obráběn 2, ...) nebo pomoc
G47 definovanou bezpečnostn
vzdálenost.
Vypnut př davku G52
G52 má stejnou funkci jako G50! – použ vejte G50.
Parametr
P:
př davek – nevyhodnocuje se
Bezpečnostn vzdálenost G147
Bezpečnostn vzdálenost pro frézovac cykly G840...G846 a vrtac
cykly G71, G72, G74.
Parametry
I:
bezpečnostn vzdálenost roviny frézován (pouze pro
obráběn frézován m)
K:
bezpečnostn vzdálenost ve směru př suvu (př suv do
hloubky)
4.6 Přkazy k obráběn
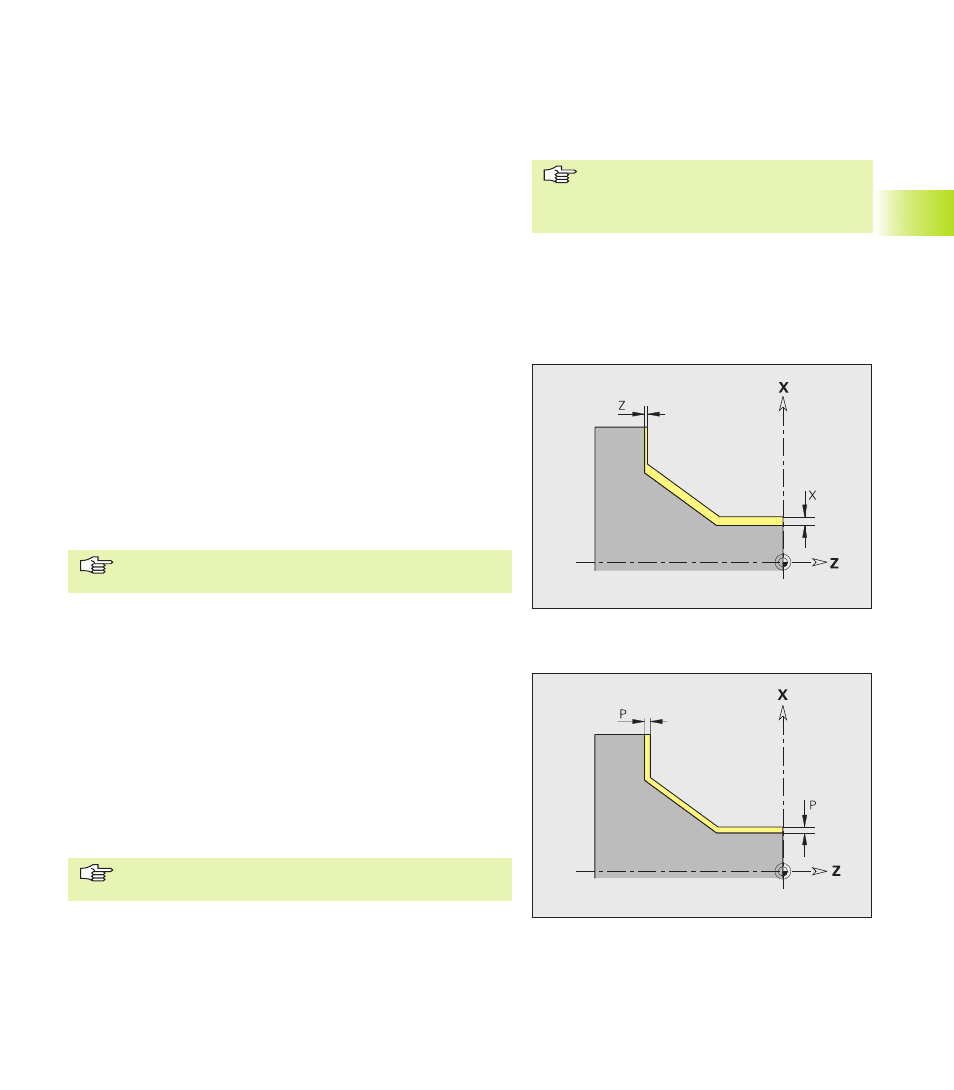
Př davek rovnoběžně s osou G57
G57 definuje rozd lné př davky na obráběn v X a Z. G57 se
programuje před vyvolán m cyklu.
G57 působ v dále uvedených cyklech – přitom se př davky po
proveden cyklu
■
vymažou: G810, G820, G830, G835, G860, G869, G890
■
nevymažou: G81, G82, G83
Parametr
X, Z: př davek (X rozměr průměru) – pouze kladné hodnoty
Jsou li př davky naprogramovány v G57 a v cyklu, pak
se použij př davky z cyklu.