12 speciáln funkce, 1 up nadla v simulaci – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 171
HEIDENHAIN CNC PILOT 4290
159
4.12
Speciáln funkce
4.12.1 Up nadla v simulaci
Volba up nadel G65
G65 zobrazuje up nadla v grafické simulaci G65 se mus
programovat samostatně pro každý up nac prvek. G65 H.. bez X, Z
up nadlo zruš .
Up nadla jsou popsána v databance a definuj se v UPÍNADLA
(H=1..3).
Parametry
H:
č slo up nadla (H=1..3: reference na UPÍNADLA)
X, Z: výchoz bod – poloha referenčn ho bodu up nadla (X rozměr
průměru) – vztah: nulový bod obrobku
D:
č slo vřetena (vztah: část programu „UPÍNADLA”)
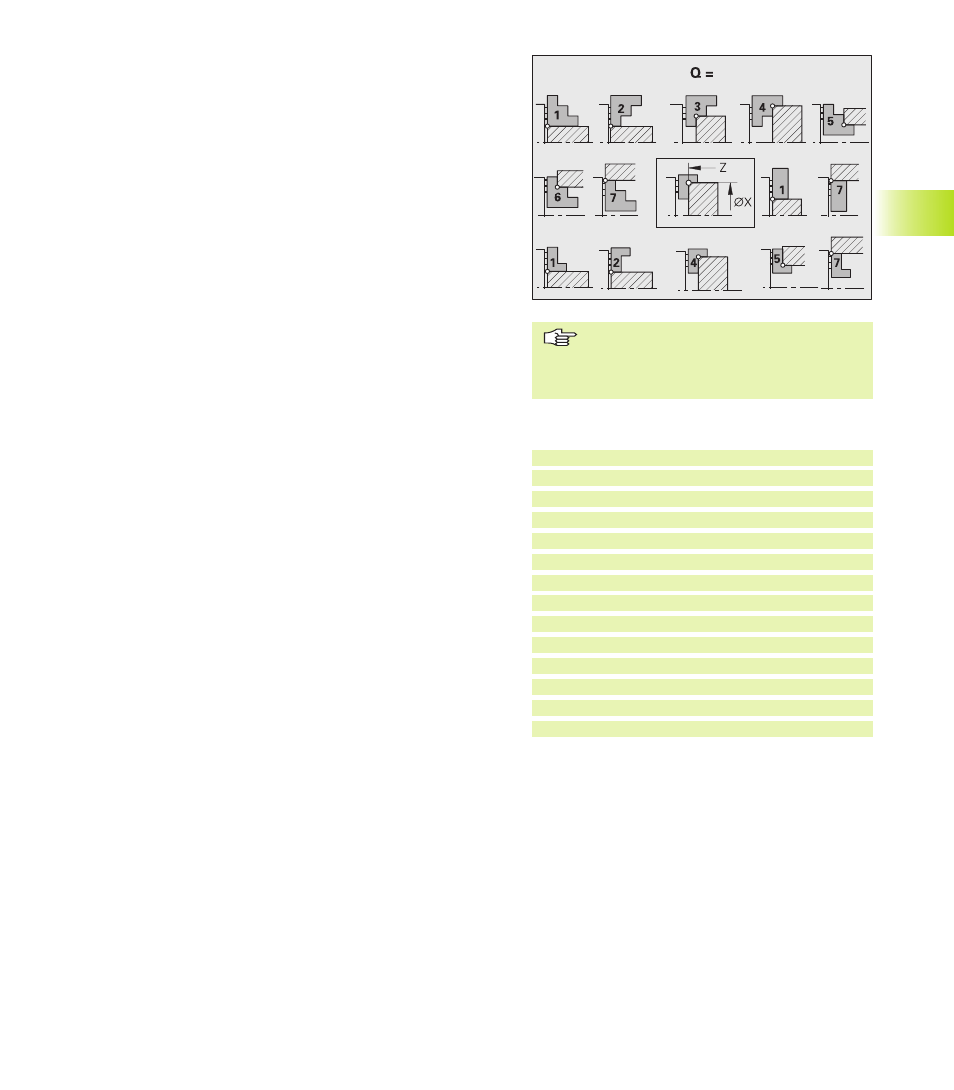
Q:
způsob upnut (pouze u up nac ch čelist ) – standardně: Q z
části programu „UPÍNADLA”
Referenčn bod up nadel
„X, Z” určuje polohu up nadla v simulačn grafice. Poloha tohoto
referenčn ho bodu závis na způsobu upnut (viz obrázek).
CNC PILOT „zrcadl ” up nadla „H=1..3”, jsou li um stěna vpravo od
obrobku.
Poznámky k zobrazen a referenčn mu bodu:
■
H=1 – skl čidlo
■
zobrazuje se „otevřené”
■
referenčn bod X: střed skl čidla
■
referenčn bod Z: „pravá hrana” (vz t zřetel na š řku up nac ch
čelist )
■
H=2 – up nac čelist (způsob upnut „Q” definuje referenčn bod
a vnitřn /vnějš upnut )
■
poloha referenčn ho bodu: viz „obrázek G65”
■
vnitřn upnut : 1, 5, 6, 7
■
vnějš upnut : 2, 3, 4
■
H=3 – př davné up nac zař zen (středic hrot, up nac hrot atd.)
■
referenčn bod v X: střed up nadla
■
referenčn bod v Z: hrot up nadla
4.12 Speciáln funkce
Př klad: Zobrazen up nadel
. . .
UPINADLO 1
H1 ID"KH110"
[skl čidlo]
H2 ID"KBA250 77"
[up nac čelist]
H4 ID"KSP 601N"
[up nac hrot]
. . .
POLOTOVAR
N1 G20 X80 Z200 K0
. . .
OBRÁBĚNÍ
$1 N2 G65 H1 X0 Z 234
$1 N3 G65 H2 X80 Z 200 Q4
. . .
Má li váš soustruh v ce suportů,
programujte NC bloky s G65 s uveden m
„identifikátoru suportu $..”. Jinak se
up nadla vykresl v cenásobně.