8 druh obráběn : závit (g31), 12 interaktivn gener ován pracovnch postupů (iag) – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 318
6 TURN PLUS
306
6.12.8
Druh obráběn : závit (G31)
Parametry
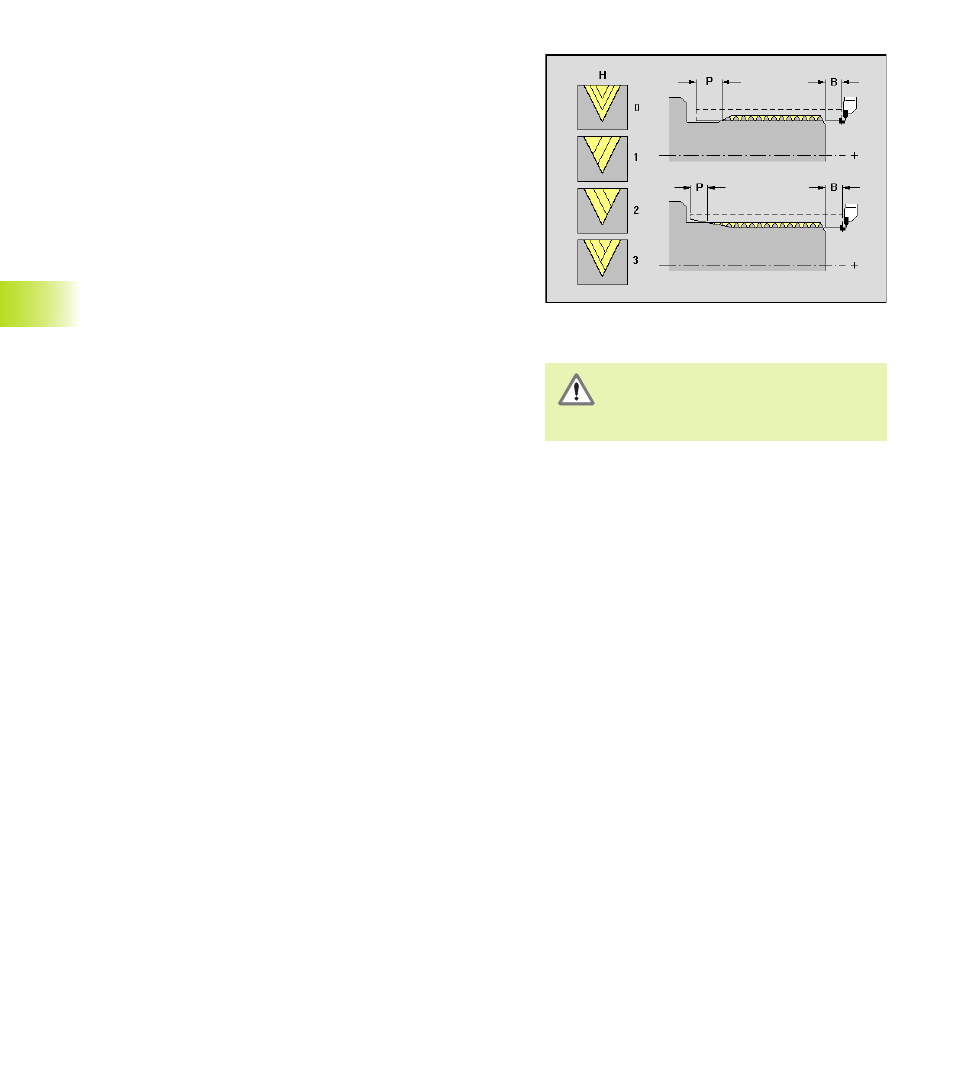
B, P:
délka rozběhu, délka doběhu – bez zadán : CNC PILOT
zjist délku ze sousedn ch výběhů nebo zápichů
Neexistuje li výběh/zápich, použije se „délka rozběhu
závitu/doběhu závitu” z parametru obráběn 7 (viz též „4.8
Závitové cykly”).
C:
úhel startu – lež li začátek závitu definovaně vůči nikoli
rotačně symetrickým obrysovým prvkům
I:
maximáln př suv
V:
způsob př suvu
■
konstantn průřez (V=0): konstantn průřez tř sky u všech
řezů
■
konstantn př suv (V=1)
■
rozdělen doř znut (V=2): vyplyne li z dělen „hloubka
závitu/př suv” zbytek, plat tento „zbytek” pro prvn př suv.
„Posledn řez” se rozděl na řezy 1/2, 1/4, 1/8 a 1/8.
■
Metoda EPL (V=3): př suv se vypoč tá ze stoupán a
otáček
H:
způsob přesazen jednotlivých př suvů k vyhlazen boků
závitu
■
H=0: bez přesazen
■
H=1: přesazen zleva
■
H=2: přesazen zprava
■
H=3: přesazen stř davě zprava/zleva
Q:
počet chodů naprázdno – po posledn m řezu (k odstraněn
řezného tlaku na dně závitu)
6.12 Interaktivn gener
ován pracovnch postupů (IAG)
Pozor ! Nebezpeč kolize !
Při př liš velké „délce doběhu P” hroz
nebezpeč kolize. Délku doběhu si
překontrolujete v simulaci.