11 frézovac cykly – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 165
HEIDENHAIN CNC PILOT 4290
153
4.11 Frézovac cykly
Parametry
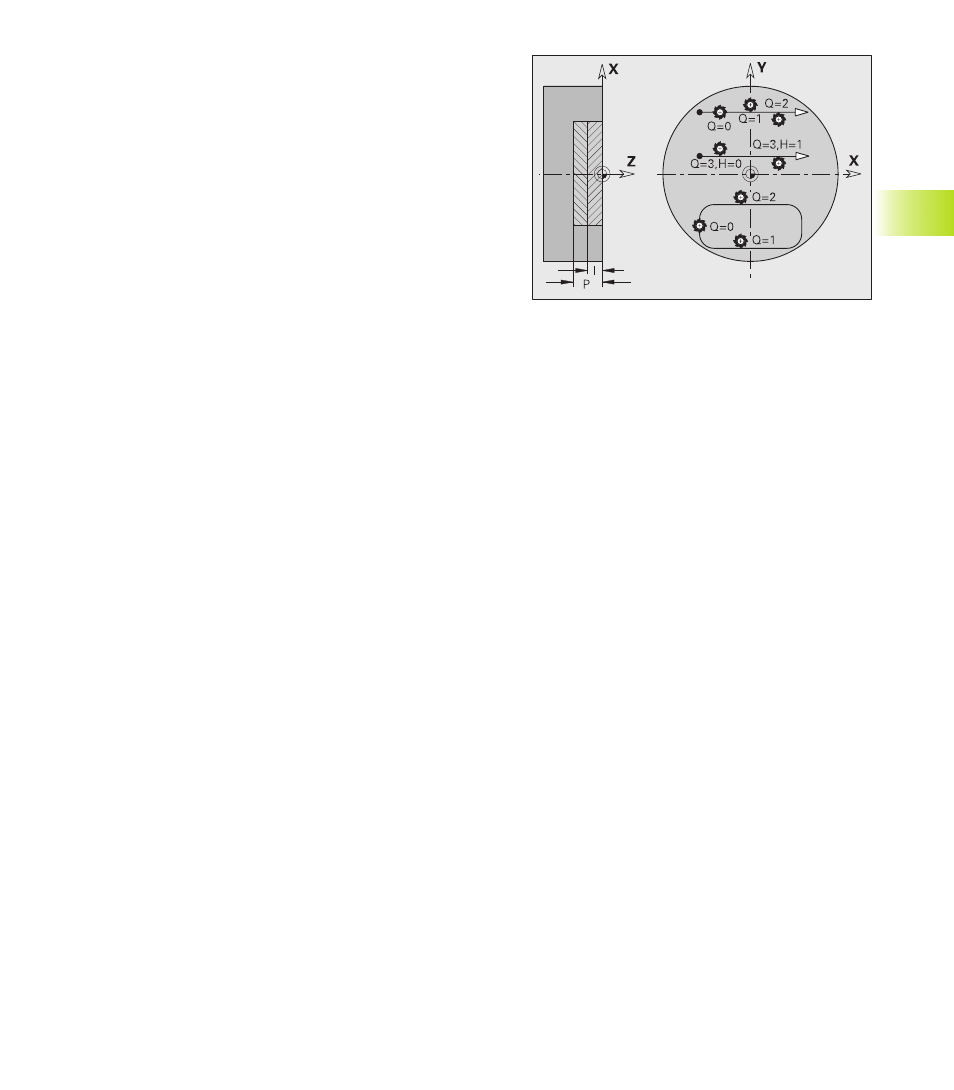
Q:
typ cyklu (= m sto frézován )
■
Q=0: střed frézy na obrysu (bez korekce radiusu FRK)
■
Q=1 uzavřený obrys: vnitřn frézován
■
Q=1 otevřený obrys: vlevo ve směru obráběn ; po sobě
následuj c oblasti, které se prot naj , se ne obrob
■
Q=2 uzavřený obrys: vnějš frézován
■
Q=2 otevřený obrys: vpravo ve směru obráběn ; po sobě
následuj c oblasti, které se prot naj , se ne obrob
■
Q=3 (u otevřených obrysů): závis na ”způsobu frézován H
a smyslu otáčen frézy, zda se bude frézovat vlevo nebo
vpravo od obrysu (viz tabulku)
■
Q=4 uzavřený obrys: vnitřn frézován
■
Q=4 otevřený obrys: vlevo ve směru obráběn ; po sobě
následuj c oblasti, které se prot naj , se obrob
■
Q=5 uzavřený obrys: vnitřn frézován
■
Q=5 otevřený obrys: vpravo ve směru obráběn ; po sobě
následuj c oblasti, které se prot naj , se obrob
NS: č slo bloku začátek úseku obrysu
■
tvaru (obrazce): č slo bloku tvaru
■
”volný obrys” (otevřený nebo uzavřený): prvn prvek obrysu
(nikoli bod startu)
NE: č slo bloku konec části obrysu
■
tvaru (obrazce), uzavřené obrysy: bez zadán
■
otevřené obrysy: posledn frézovaný obrysový prvek
■
obrys je tvořen jediným prvkem: zadán odpadá
H:
způsob frézován standardně: 0
■
H=0: nesousledně
■
H=1: sousledně
I:
(maximáln ) př suv standardně: frézován jedn m př suvem
F:
posuv př suvu (do hloubky) standardně: aktivn posuv
E:
sn žený posuv pro kruhové prvky standardně: aktuáln
posuv
R:
radius oblouku najet /vyjet standardně: 0
■
R=0:na prvek obrysu se naj žd př mo; př suv na bod najet
nad rovinou frézován pak svisle př suv na hloubku
■
R>0: fréza naj žd /vyj žd obloukem, který se tangenciálně
napojuje na prvek obrysu
■
R<0 u vnitřn ch rohů: fréza naj žd /vyj žd obloukem, který
se tangenciálně napojuje na prvek obrysu
■
R<0 u vnějš ch rohů: na prvek obrysu se najede / z něho
odjede tangenciálně
P:
hloubka frézován
■
frézován , dokončován standardně: hloubka frézován z
popisu obrysu
■
odhrotován : hloubka zanořen nástroje
K:
rovina návratu standardně: zpět do výchoz polohy
■
čelo nebo zadn strana: poloha návratu ve směru Z
■
plocha pláště: poloha návratu ve směru X (rozměr průměru)
B:
š řka zkosen při odhrotován horn ch hran
(znaménko bez významu)
J:
předfrézovaný průměr (průměr frézy z cyklu
frézován )
■
nutné pouze při odhrotován otevřeného
obrysu
■
odpadá, je li průměr nástroje pro
odhrotován = průměru frézy
D, V: č slo počátečn ho a koncového prvku obrysu
u tvarů (obrazců) (pouze při obráběn d lč ch
tvarů).
Č sla prvků u tvarů (obrazců):
Směr popisu tvarů (obrazců): ”proti smyslu hodin”
■
Obdéln ky, mnohoúheln ky a lineárn drážka:
”úhel polohy” (úhel s podélnou osou resp. se
stranou mnohoúheln ku) se vztahuje na prvn
prvek obrysu
■
Kruhová drážka: prvn m prvkem obrysu je větš
kruhový oblouk
■
Úplný kruh: prvn m prvkem obrysu je horn
půlkruh