11 přprava – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 294
6 TURN PLUS
282
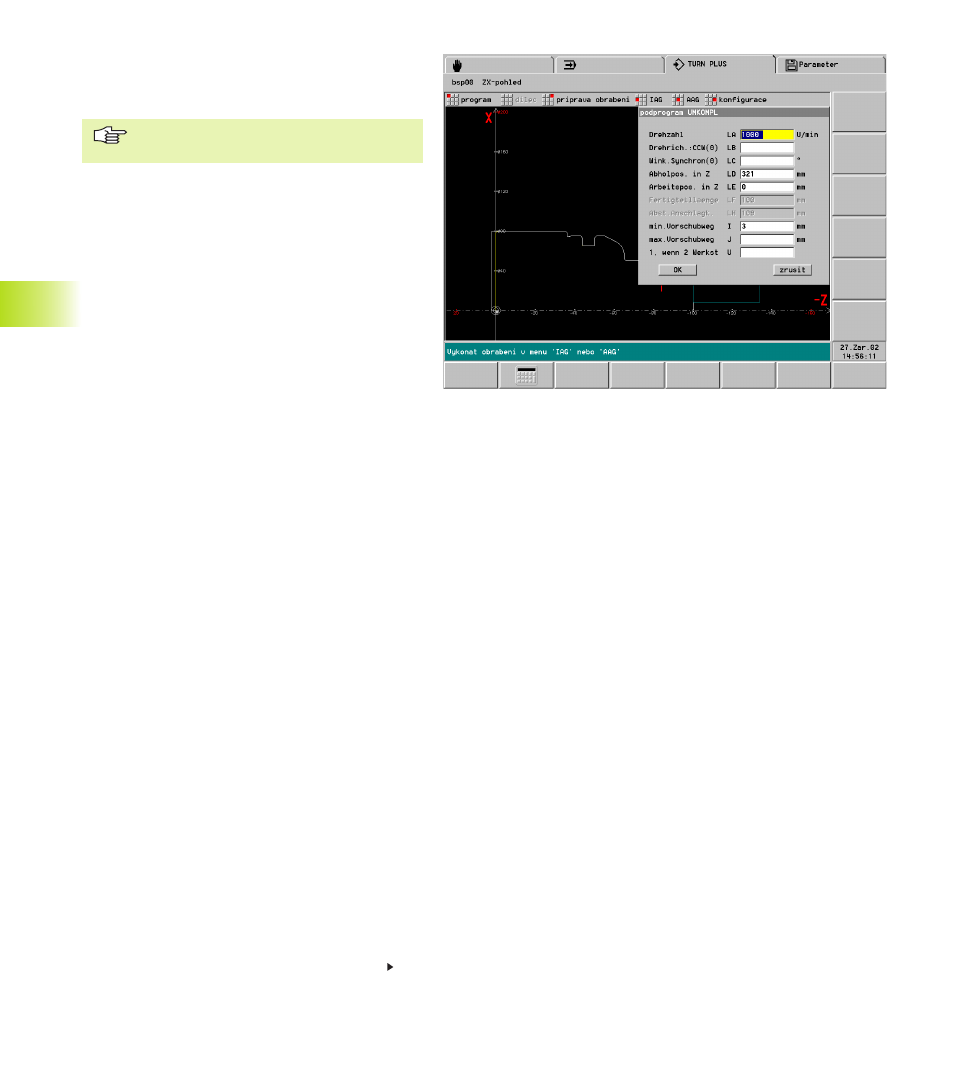
TURN PLUS zap še zjištěné parametry jako
navržené hodnoty. Tyto zápisy překontrolujte př p.
doplňte.
Význam předávaných parametrů závis
na jménu expertn ho programu.
Předávané parametry u expertn ho programu
„UMKOMPL”
Otáčky při předán d lce (LA)
Směr otáčen vřetena (LB):
■
0: CCW
■
1: CW
Otáčkový nebo úhlový synchronn chod (LC):
■
0: úhlový synchronn chod bez úhlového
přesazen
■
>0: úhlový synchronn chod se zadaným
úhlovým přesazen m
■
<0: otáčkový synchronn chod
Přeb rac poloha v Z (LD):
■
0: přeb rac poloha ve strojovém rozměru 1
■
1..6: přeb rac poloha ve strojovém
rozměru 1..6
■
¦ 0..6: přeb rac poloha – výpočet
navržené hodnoty: viz náčrt
Pracovn poloha v Z (LE):
navržená hodnota: ofset nulového bodu
např. ze strojn ho parametru 1164 pro osu
Z $1 (viz náčrt)
Délka hotového d lce (LF): z popisu obrobku
Vzdálenost hrany dorazu (LH): vzdálenost
referenčn bod skl č dla – hrana dorazu
up nac čelisti, zjištěná z druhého upnut
Minimáln dráha posuvu (I):
■
bez najet na pevný doraz: bezpečnostn
vzdálenost na přeb raný obrobek –
navržená hodnota: z „bezpečnostn
vzdálenosti na polotovar” (parametr
obráběn 2)
■
s najet m na pevný doraz: viz Př ručku ke
stroji
Maximáln dráha posuvu (J):
■
bez zadán : bez najet na pevný doraz
■
se zadán m: s najet m na pevný doraz –
význam parametrů I a J: viz Př ručku ke
stroji
1, když 2 obrobek (U): je bez významu
6.11 Přprava
pokračován na dalš straně