3 obráběn pláště, 10 obráběn v ose c – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 162
4 DIN PLUS
150
Kruhový oblouk G103
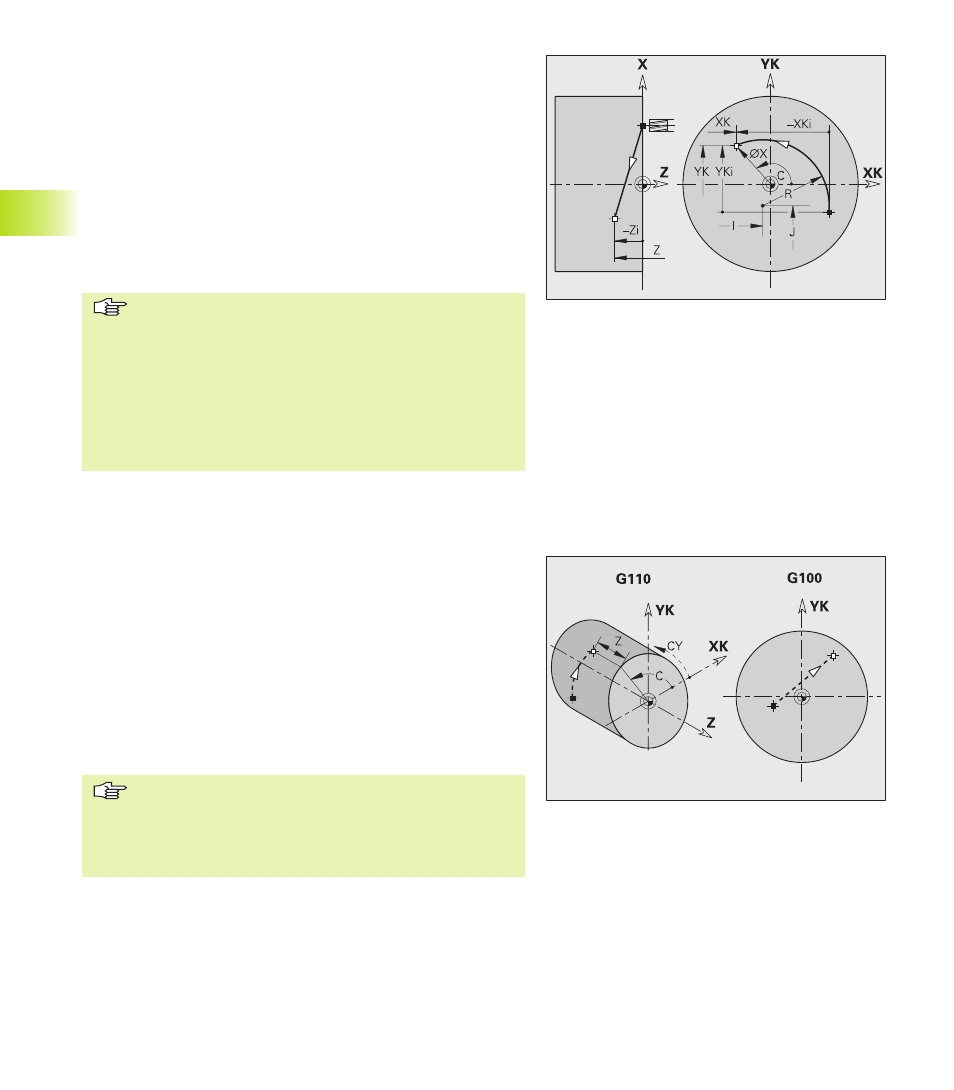
4.10 Obráběn v ose C
4.10.3 Obráběn pláště
Rychloposuv na plášti G110
Nástroj se pohybuje rychloposuvem nejkratš cestou do
„koncového bodu”.
Parametry
Z:
koncový bod
C:
úhlový rozměr koncového bodu
CY:
koncový bod jako rozměr dráhy (vztah: rozvinutý pláš při
referenčn m průměru G120)
X:
koncový bod (rozměr průměru)
Programován
■
Z, C, CY: absolutně, inkrementálně nebo samodržně
■
programujte bu Z C nebo Z CY
G110 se doporučuje pro napolohován osy C na určitý
úhel (programován : N.. G110 C...).
Parametry
X:
průměr koncového bodu
C:
úhlový rozměr koncového bodu
XK, YK: koncový bod v kartézských souřadnic ch
R:
radius
I, J: střed v kartézských souřadnic ch
Z:
konečná hloubka – standardně: aktuáln poloha Z
H:
rovina kružnice (rovina obráběn ) – standardně:
■
H=0, 1: normáln obráběn čeln plochy (rovina XY)
■
H=2: obráběn v rovině YZ
■
H=3: obráběn v rovině XZ
K:
střed (směr Z) – jen při H=2, 3
Programován
■
X, C, XK, YK, Z: absolutně, inkrementálně nebo
samodržně
■
I, J: absolutně nebo inkrementálně
■
programujte bu X C nebo XK YK
■
programujte bu „střed” nebo „radius”
■
při „radiusu”: možný je pouze kruhový oblouk <= 180°
■
koncový bod v počátku souřadnic: programujte XK=0
a YK=0