4 analýza referenčn ho obroben, 5 práce s kontrolou zat žen, 7 kontr ola zatžen – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 69
HEIDENHAIN CNC PILOT 4290
57
3.7 Kontr
ola zatžen
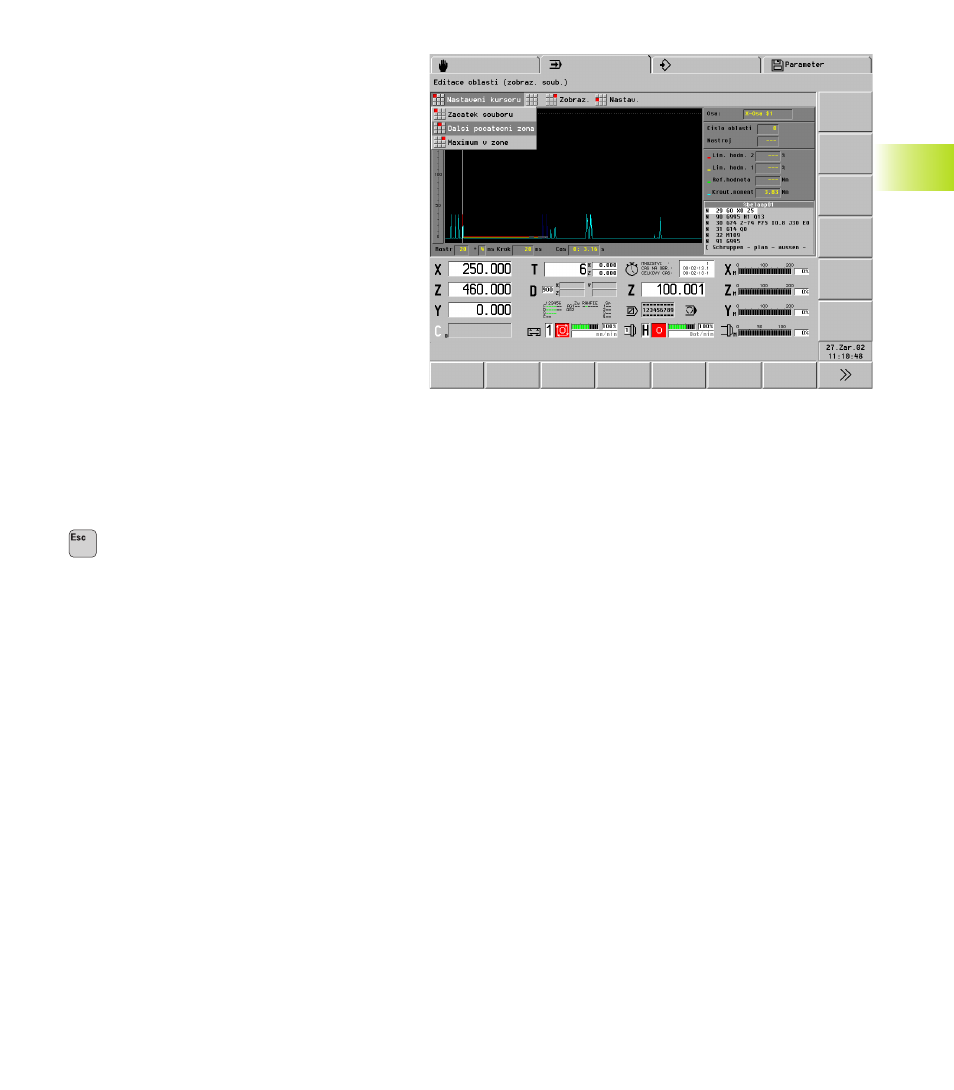
3.7.4 Analýza referenčn ho obroben
Kroutic moment a mezn hodnoty navoleného
agregátu se indikuj „nad časem”. Mezn hodnoty
„šedě”: nekontrolovaná oblast (odmaskován drah
rychloposuvem).
Kromě toho zobrazuje CNC PILOT hodnoty polohy
kurzoru.
Navolen : tlač tko „Soubor” (dialogové okno
„Zobrazen a nastaven parametrů zat žen ”)
Podmenu „Analyzátor (Indikace souborů)”:
■
Skupina menu „Nastaven kurzoru” –
napolohujte kurzor pomoc „šipka doleva/
doprava” nebo na:
■
začátek souboru
■
dalš začátek oblasti
■
maximum v oblasti
■
Položka menu „Indikace”: V dialogovém okně
„Indikace souborů” zvolte agregát.
■
Položka menu „Nastaven – Zoom”: Nastavte
„rastr indikace”. (Malé hodnoty zvyšuj přesnost
indikace a zmenšuj krok kurzoru.)
Řádek pod grafikou udává nastavený rastr,
časový rastr sn mán měřených hodnot a polohu
kurzoru (relativně ke startu referenčn ho
obroben ). Čas „0:00.00 s” = start referenčn ho
obráběn .
zpět k „Editován kontroln ch parametrů”
3.7.5 Práce s kontrolou zat žen
Kontrolu zat žen můžete použ t, když obráběn
opotřebeným nástrojem vyžaduje zřetelně větš
točivý moment než obráběn nástrojem
neopotřebeným (referenčn obroben ). Z toho
plyne, že se maj kontrolovat ty pohony, které
vykazuj výrazné zat žen – zpavidla hlavn vřeteno.
Úběry s malou hloubkou řezu se daj vzhledem k
malé změně točivého momentu kontrolovat jen
podm něně.
Zmenšen točivého momentu se nezjiš uje.
Při definován kontrolovaných oblast mějte na paměti: Vztažné
hodnoty točivého momentu se orientuj na největš hodnoty
točivého momentu kontrolované oblasti. Z toho plyne, že menš
hodnoty točivého momentu lze kontrolovat pouze podm něně.
Při čeln m soustružen konstantn řeznou rychlost mějte na
paměti: Kontrola vřetena prob há, dokud zrychlen je <= 15%
středn hodnoty z maximáln ho zrychlen a maximáln ho brzdného
zpožděn (strojn parametry 811 a násl.). Protože zrychlen se v
důsledku vyšš ch otáček zvětšuje, bude zpravidla kontrolována jen
fáze po zař znut .
Empirické hodnoty (při obráběn oceli)
■
při axiáln m soustružen by měla být hloubka řezu > 1mm
■
při zapichován by měla být hloubka řezu > 1mm
■
při vrtán „do plného” by měl být průměr vrtáku 6..10 mm