17 m funkce – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 195
HEIDENHAIN CNC PILOT 4290
183
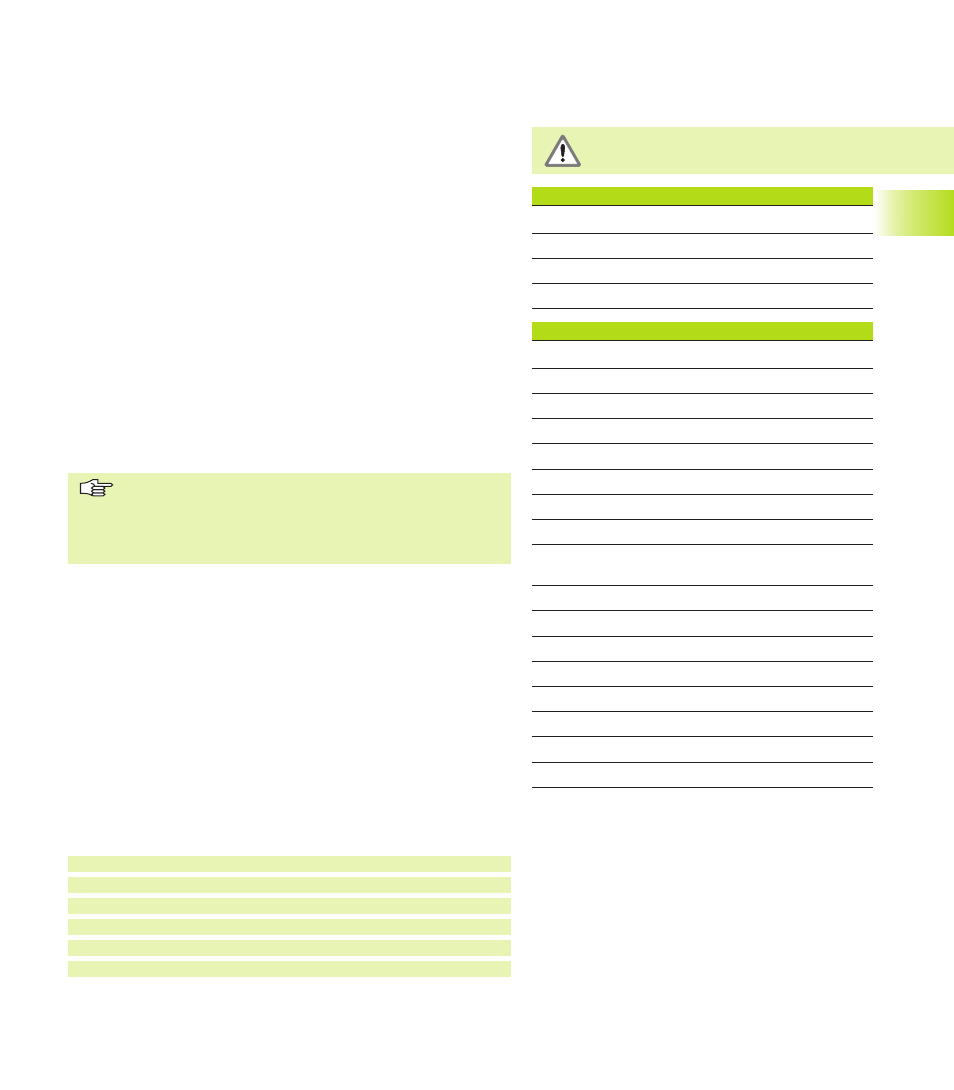
Př kazy M k ř zen průběhu programu
M00
Stop programu
M01
Volitelné zastaven
M30
Konec programu
M99 NS..
Konec programu s restartem
Př kazy M jako strojn př kazy
M03
Start hlavn ho vřetena (cw)
M04
Start hlavn ho vřetena (ccw)
M05
Stop hlavn ho vřetena
M12
Sevřen brzdy hlavn ho vřetena
M13
Uvolněn brzdy hlavn ho vřetena
M14
Zapnut osy C
M15
Vypnut osy C
M19 C..
Zastaven vřetena v poloze „C”
M40
Zapnut převodového stupně 0
(neutrál)
M41
Zapnut převodového stupně 1
M42
Zapnut převodového stupně 2
M43
Zapnut převodového stupně 3
M44
Zapnut převodového stupně 4
Mx03
Vřeteno x ZAP (cw)
Mx04
Vřeteno x ZAP (ccw)
Mx05
Vřeteno x Stop
M97
Synchronizačn funkce
4.17 Mfunkce
4.17
M funkce
M funkce ř d prováděn programu a zap naj /vyp naj agregáty
stroje (strojn př kazy).
M00 Stop programu
Prováděn programu se zastav – „Start cyklu” v prováděn
programu pokračuje.
M01 Volitelné zastaven
Softklávesa „Volitelné zastaven ” (automatický provoz) nastavuje,
zda se prováděn programu při M01 zastav . „Start cyklu” v
prováděn programu pokračuje.
M30 Konec programu
M30 znamená „konec programu př p. podprogramu”. (M30
nemus te programovat.)
Stisknete li po M30 „Start cyklu”, začne prováděn programu opět
od začátku programu.
M99 Konec programu s restartem na začátku programu resp.
na uvedeném č sle bloku.
M99 znamená „konec programu a restart”. CNC PILOT zaháj opět
prováděn programu od:
■
začátku programu, nen li zapsáno NS
■
č sla bloku NS, je li NS zapsáno
Všechny tzv. samodržné funkce (posuv, otáčky, č slo
nástroje atd.), které plat na konci programu, plat i při
opětném spuštěn programu. Proto je dobře tyto
samodržné funkce na začátku programu resp. po bloku
startu nově naprogramovat (u M99).
M97 Synchronizačn funkce
Suporty, pro které je naprogramována M97, čekaj , až všechny
suporty dosáhnou tento blok. Pak se pokračuje v prováděn
programu.
Pro složitějš obráběn (např. obráběn několika obrobků) lze M97
programovat s parametry.
Parametry
H:
č slo synchronizačn značky – vyhodnocen se provád
výhradně během interpretace NC programů
Q:
č slo suportu – synchronizaci pomoc Q použijte, nen li
možná synchronizace pomoc $x
D:
ZAP/VYP – standardně: 0
■
0: VYP – synchronizace za chodu NC programu
■
1: ZAP – synchronizace výhradně během interpretace NC
programů
Př klad M97
. . .
$1
N.. G1 X.. Z..
$2
N.. G1 X.. Z..
$1$2 N.. M97
[$1, $2 na sebe čekaj ]
. . .
Strojn př kazy
Účinek strojn ch př kazů je závislý na proveden
vašeho soustruhu. Následuj c tabulka uvád
„standardně” použ vané M př kazy.
O M př kazech vašeho stroje se
informujte v Př ručce ke stroji.