18 přklady a poznámky – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 200
4 DIN PLUS
188
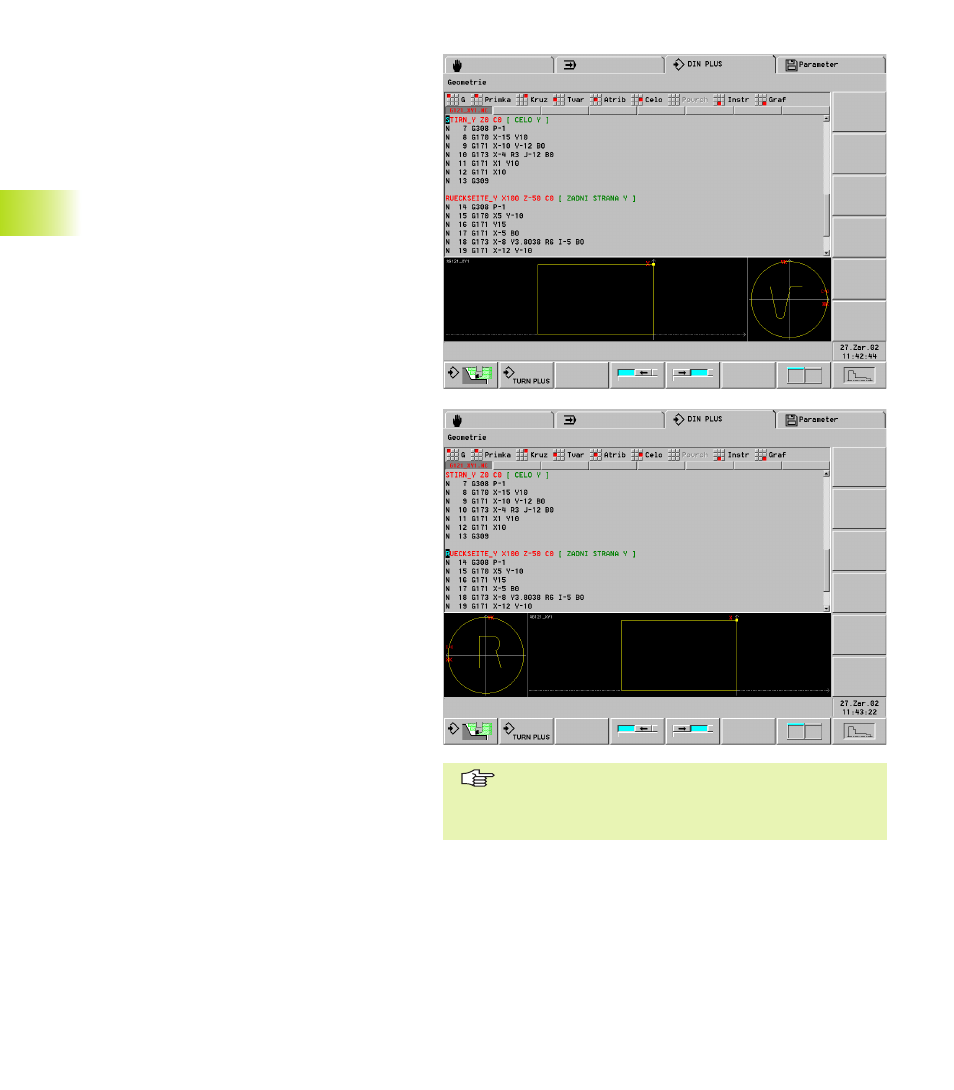
Při obráběn zadn strany (zadn ho čela) v ose Y mus te
konverzi kruhových oblouků vypnout (G30 H2) a při
soustružen a obráběn roviny YZ (pohled na pláš ) opět
zapnout (G30 H1).
4.18 Přklady a poznámky
Programován
Při programován obrysů na zadn straně je třeba
brát zřetel na orientaci osy XK (resp. osy X) a na
smysl otáčen u kruhových oblouků.
Pokud použijete vrtac a frézovac cykly, nemus te
při obráběn zadn strany brát ohled na žádné
zvláštnosti, poněvadž vrtac a frézovac cykly se
vztahuj na předem definované obrysy.
Při obráběn zadn strany základn mi př kazy
G100..G103 (resp. G0..G3, G12.. G13 (pro osu Y)
plat stejné podm nky jako pro obrysy na zadn
straně.
Soustružen
Expertn programy pro přep nán obrobku obsahuj
konverzn a zrcadlic funkce. Při obráběn zadn
strany (2. upnut ) plat :
■
směr +: od obrobku
■
směr –: k obrobku
■
G2/G12: kruhový oblouk „ve smyslu hodin”
■
G3/G13: kruhový oblouk „proti smyslu hodin”
Kompletn obráběn s př davným vřetenem
G30: Expertn program zap ná zrcadlen osy Z a
konverzi kruhových oblouků (G2, G3, ..) Konverze
kruhových oblouků je nutná pro soustružen a pro
obráběn v ose C.
G121: Expertn program posune obrys a provede
zrcadlen souřadného systému (osa Z). Dalš
naprogramován př kazu G121 nen pro obroben
zadn strany (2. upnut ) zpravidla nutné.
Kompletn obráběn s jedn m vřetenem
G30: Zpravidla nen nutný
G121: Expertn program provede zrcadlen obrysu.
Dalš naprogramován př kazu G121 nen pro
obroben zadn strany (2. upnut ) zpravidla nutné.
Práce bez expertn ch programů
Nepoužijete li funkce pro konverzi a zrcadlen , pak
plat princip:
■
směr +:od hlavn ho vřetena
■
směr –: k hlavn mu vřetenu
■
G2/G12: kruhový oblouk „ve smyslu hodin”
■
G3/G13: kruhový oblouk „proti smyslu hodin”