7 cykly soustružen – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 144
4 DIN PLUS
132
4.7 Cykly soustružen
G890 Q4 vyhlazen zbytku
Obráběn obrysu načisto G890
G890 obrob načisto podél obrysu jedn m řezem část obrysu
popsanou pomoc ”NS, NE” včetně zkosen /zaoblen . Odlehčovac
zápichy (výběhy) se obrob , dovoluje li to geometrie nástroje.
Podle definice nástroje CNC PILOT rozpozná, zda se jedná o
vnějš nebo vnitřn obráběn .
Pomoc ”NS NE” stanov te směr obráběn . Je li obráběný obrys
tvořen pouze jediným prvkem, plat :
■
obráběn ve směru definice obrysu, naprogramujete li pouze
NS
■
obráběn proti směru definice obrysu, naprogramujete li NS a
NE
Vyhlazen zbytku aktivujete pomoc ”Q=4” (př klad: vybrán
dokončovac mi nástroji opačného směru obráběn ). CNC PILOT
zná již obrobené oblasti a provede jejich vyhlazen . Při ”Q=4”
nemůžete ovlivnit způsob najet dokončovac cyklus si dráhu
najet vygeneruje sám.
Při malých zkosen ch/zaoblen ch plat :
■
Hloubka drsnosti povrchu nebo posuv nejsou programovány
(pomoc G95 Geo): CNC PILOT provede automatickou redukci
posuvu. Zkosen /zaoblen se obrob minimálně 3 otáčkami.
■
Hloubka drsnosti povrchu nebo posuv (s G95 Geo) jsou
naprogramovány: automatická redukce posuvu se neprovád .
U zkosen /zaoblen , která jsou s ohledem na svou velikost
obráběna minimálně třemi otáčkami, se žádná automatické
redukce posuvu neprovád .
Parametry
NS: č slo počátečn ho bloku (začátek části obrysu)
NE: č slo koncového bloku (konec části obrysu)
E:
zanořován
■
E=0: klesaj c obrysy se neobrob
■
E>0: posuv při zanořován
■
bez zadán : redukce posuvu v závislosti na úhlu zanořován
maximálně 50%
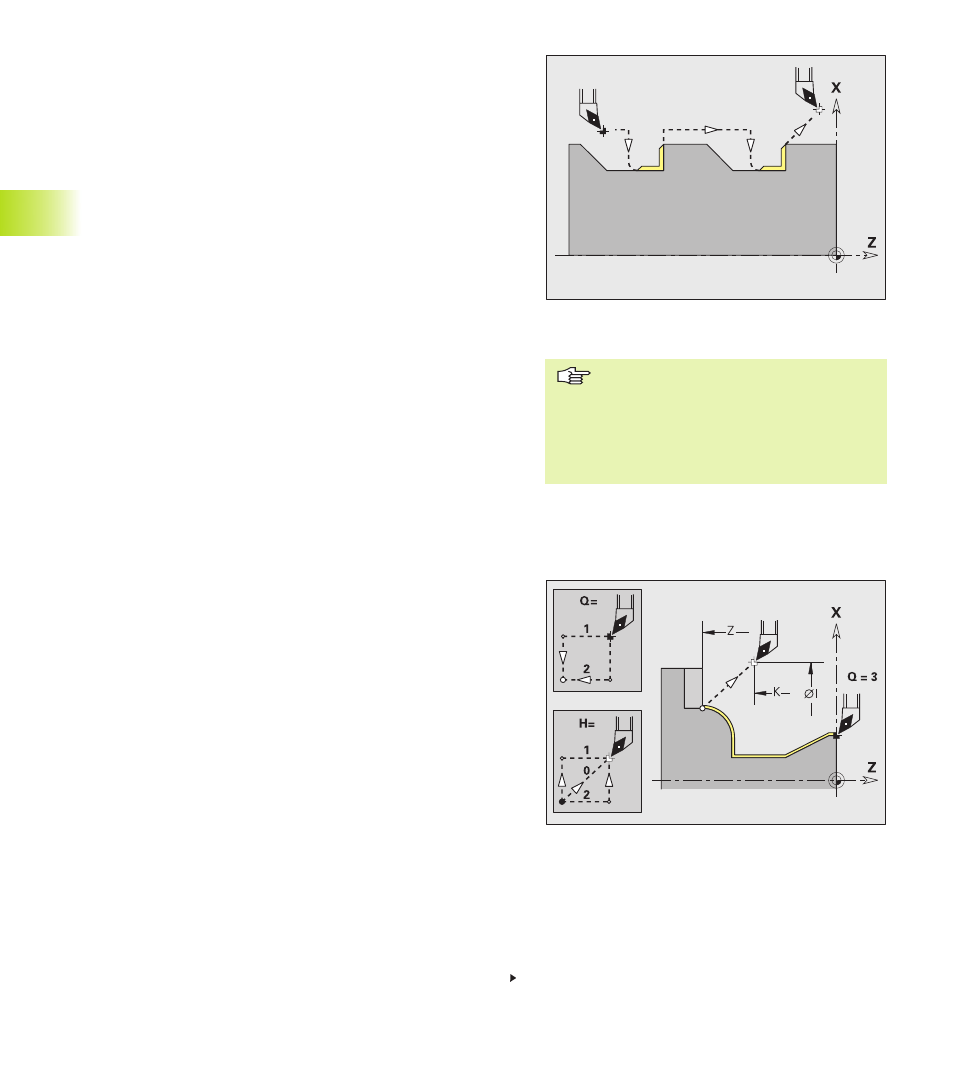
V:
vyznačen začátek/konec standardně: 0
zkosen /zaoblen se provede:
■
V=0: na začátku a na konci
■
V=1: na začátku
■
V=2: na konci
■
V=3: neprovede se
■
V=4: zkosen /zaoblen se provede nikoli však základn
prvek (předpoklad: úsek obrysu s jediným prvkem)
Q:
způsob najet standardně: 0
■
Q=0: automatická volba CNC PILOT zkontroluje:
diagonáln najet
nejprve směr X, pak směr Z
ekvidistantně kolem překážky
vynechán prvn ch obrysových prvků, je li poloha startu
nedostupná
pokračován na dalš straně
Při vyhlazován zbytku (G890 Q4)
kontroluje CNC PILOT, zda může nástroj
zajet do dna obrysu bez nebezpeč
kolize. Pro tuto kontrolu možnost kolize
je rozhoduj c nástrojový parametr ”š řka
dn” (viz ”8.1.2 Poznámky k nástrojovým
datům”).