5 parametry obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 370
7 Parametry
358
7.5 Parametry obráběn
pokračován na dalš straně
AAG – definice způsobu najet : př slušné parametry obráběn ; pol
oha výměny: nastavený bod výměny nástroje
■
2: Najet do polohy výměny nástroje pomoc G14.
■
3: Najet do vypočtené polohy výměny funkc G0 – TURN PLUS
vypočte optimáln polohu výměny na základě aktuáln ho a
následuj c ho nástroje
■
Omezen otáček [SMAX]: globáln omezen otáček – v záhlav
programu TURN PLUS můžete definovat menš omezen otáček
(viz „6.2.2 Záhlav programu”).
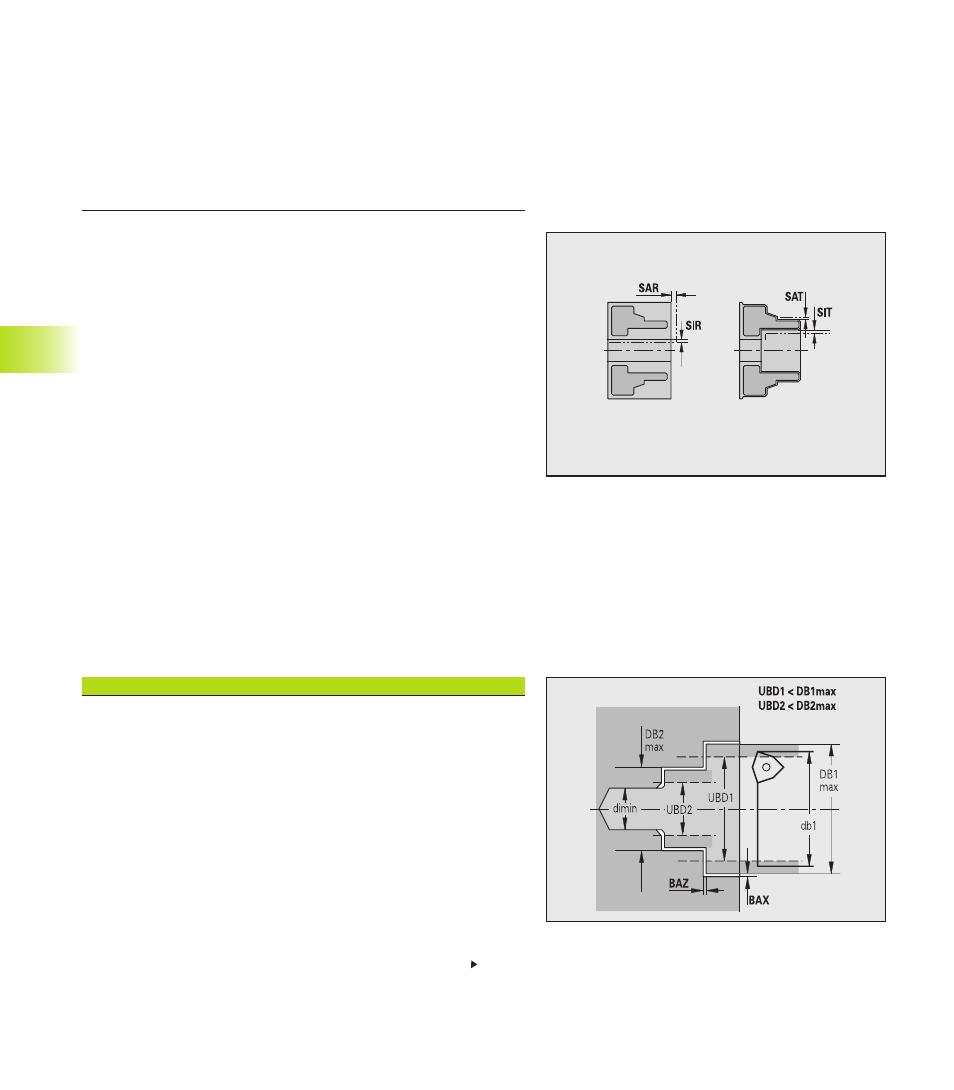
Globáln bezpečnostn vzdálenosti
■
Vnějš od polotovaru [SAR] – vzdálenost od vnějšku polotovaru
■
Vnitřn od polotovaru [SIR] – vzdálenost od vnitřku polotvaru
■
Vnějš od obrobeného d lce [SAT] – vzdálenost od vnějšku
ohrubovaného obrobku
■
Vnitřn od obrobeného d lce [SIT] – vzdálenost od vnitřku
ohrubovaného obrobku
TURN PLUS bere v úvahu SAR/SIR při veškerém hrubován
soustružen m a při centrickém předvrtáván .
SAT/SIT plat u ohrubovaných obrobků pro:
■
obráběn načisto
■
zapichován a soustružen
■
obrysové zapichován
■
zapichován
■
řezán závitů
■
měřen
3 – Centrické předvrtán
Předvrtán – výběr nástroje, př davky
Předvrtán se provád v maximálně 3 stupn ch:
■
1. stupeň předvrtán (mezn průměr UBD1)
■
2. stupeň předvrtán (mezn průměr UBD2)
■
stupeň vyvrtán načisto
■
1. mezn průměr vrtán [UBD1]
■
1. stupeň předvrtán : je li UBD1 < DB1max
■
výběr nástroje: UBD1 <= db1 <= DB1max
■
2. mezn průměr vrtán [UBD2]
■
2. stupeň předvrtán : je li UBD2 < DB2max
■
výběr nástroje: UBD2 <= db2 <= DB2max
■
Vrtán načisto se provád při: dimin <= UBD2
■
výběr nástroje: db = dimin