12 interaktivn gener ován pracovnch postupů (iag) – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 305
HEIDENHAIN CNC PILOT 4290
293
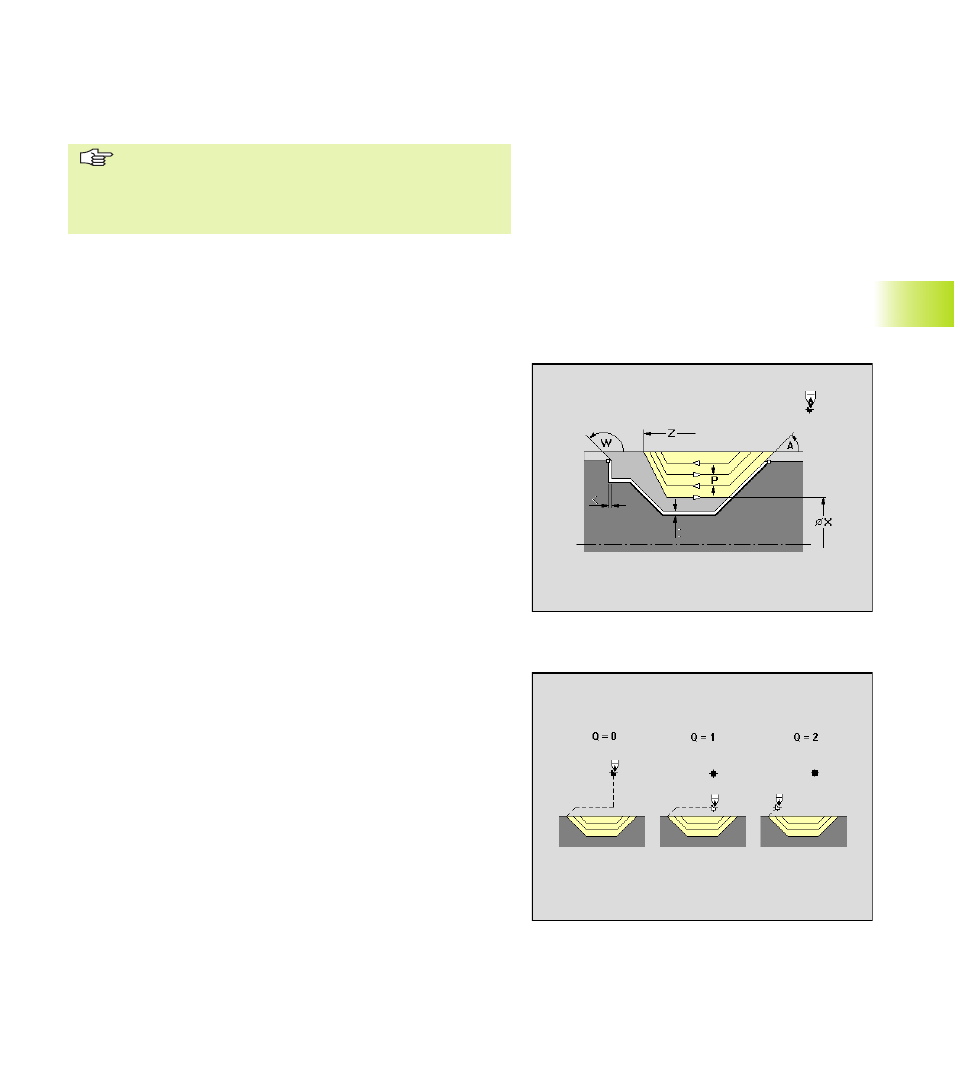
Hrubován – vyb rán – neutráln nástroje (G835)
Parametry
P:
hloubka řezu (maximáln př suv)
A:
úhel najet (vztah: osa Z) – standardně: 0°/180°
(rovnoběžně s osou Z)
W:
úhel odjet (vztah: osa Z) – standardně: 90°/270° (kolmo k
ose Z)
X, Z:
omezen řezu
Druh př davku nastaven : softklávesami
I, K:
rozd lný axiáln /radiáln př davek
I:
konstantn př davek – generuje „př davek G58” před
cyklem
Zanořován : obrábět klesaj c obrysy ?
■
Ano
■
Ne
E:
redukovaný posuv při zanořován u klesaj c ch obrysů
Obousměrně: obroben cyklem
■
Ano: G835
■
Ne: G830
Q:
odjet na konci cyklu
■
Q=0: zpět do bodu startu
axiálně: nejprve směr X, pak směr Z
radiálně: nejprve směr Z, pak směr X
■
Q=1: napolohuje před hotový obrys
■
Q=2: odjede na bezpečnostn vzdálenost a zastav se
Obráběn odlehčovac ch zápichů (viz tabulku softkláves)
Vyb rán – automaticky
podporuje dvoustranné obráběn . TURN PLUS zvol nejdř ve
hrubovac nástroj pro předhrubován a pak nástroj s opačným
směrem obráběn pro odebrán zbývaj c ho materiálu.
„Vyb rán – automaticky” obrob pouze „zápichy”
(– některá soustružená vybrán lze obrobit standardn m
hrubovac m cyklem). Zápichy nebo soustružená vybrán
rozlišuje TURN PLUS podle „př pustného úhlu
dovnitřn ho kop rován EKW” (parametr obráběn 1).
6.12 Interaktivn gener
ován pracovnch postupů (IAG)