6 přkazy k obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 133
HEIDENHAIN CNC PILOT 4290
121
Řetězce rozměrů nástrojů G710
Při př kazu T nahrad CNC PILOT rozměry dosavadn ho nástroje
rozměry nástroje nového. Zapnete li pomoc „G710 Q1” tzv.
„řetězen ”, pak se rozměry nového nástroje k dosavadn m
rozměrům připočtou.
Parametry
Q:
řetězen rozměrů nástrojů
■
Q=0: VYP
■
Q=1: ZAP
Př klad „řetězen rozměrů nástrojů”
rotuj c úchopné zař zen
pevné nástroje na nosiči nástrojů 2
hrubovac nástroj pro obroben na zadn straně
zařazen úchopného zař zen
převzet obrobku z hlavn ho vřetena do úchopného
zař zen (expertn program)
„řetězen ” rozměrů nástrojů
sečten rozměrů úchopného zař zen a pevného
nástroje
. . .
REVOLVER 1
. . .
T14 IDABGREIF
. . .
REVOLVER 2
T2001 ID116-80-080.1
. . .
OBRABENI
. . .
N100 T14
N101 LEXGRIF V1
N102 G710 Q1
N103 T2001
. . .
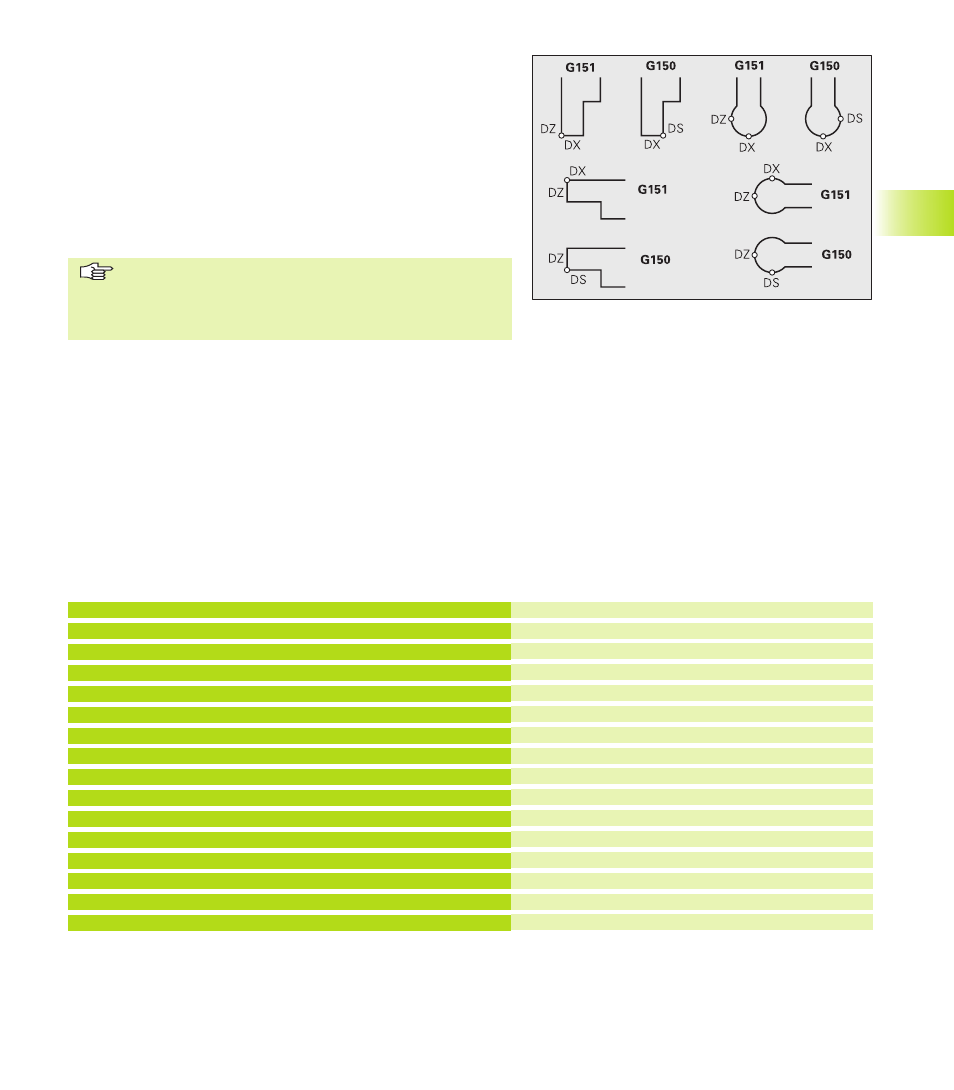
Definován pravé špičky nástroje G150
Definován levé špičky nástroje G151
Definuje vztažný bod nástroje u zápichových nožů a nožů s
kruhovým plátkem.
■
G150: vztažný bod pravá špička nástroje
■
G151: vztažný bod levá špička nástroje
G150/G151 jsou účinné od toho bloku, v němž jsou
naprogramovány, a zůstávaj v platnosti až do
■
př št výměny nástroje
■
konce programu
■
Zobrazené aktuáln hodnoty se vždy vztahuj na
špičku nástroje definovanou v nástrojových datech.
■
Při použit SRK mus te po G150/G151 přizpůsobit také
G41/G42.
4.6 Přkazy k obráběn
Př klad použit
Pro kompletn obroben se obrobek opracovaný na
předn straně převezme „rotuj c m úchopným
zař zen m”. Obroben zadn strany se provád
stoj c mi nástroji. Za t m účelem se rozměry
úchopného zař zen a nehybného nástroje sečtou.