7 cykly soustružen – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 136
4 DIN PLUS
124
4.7 Cykly soustružen
pokračován na dalš straně
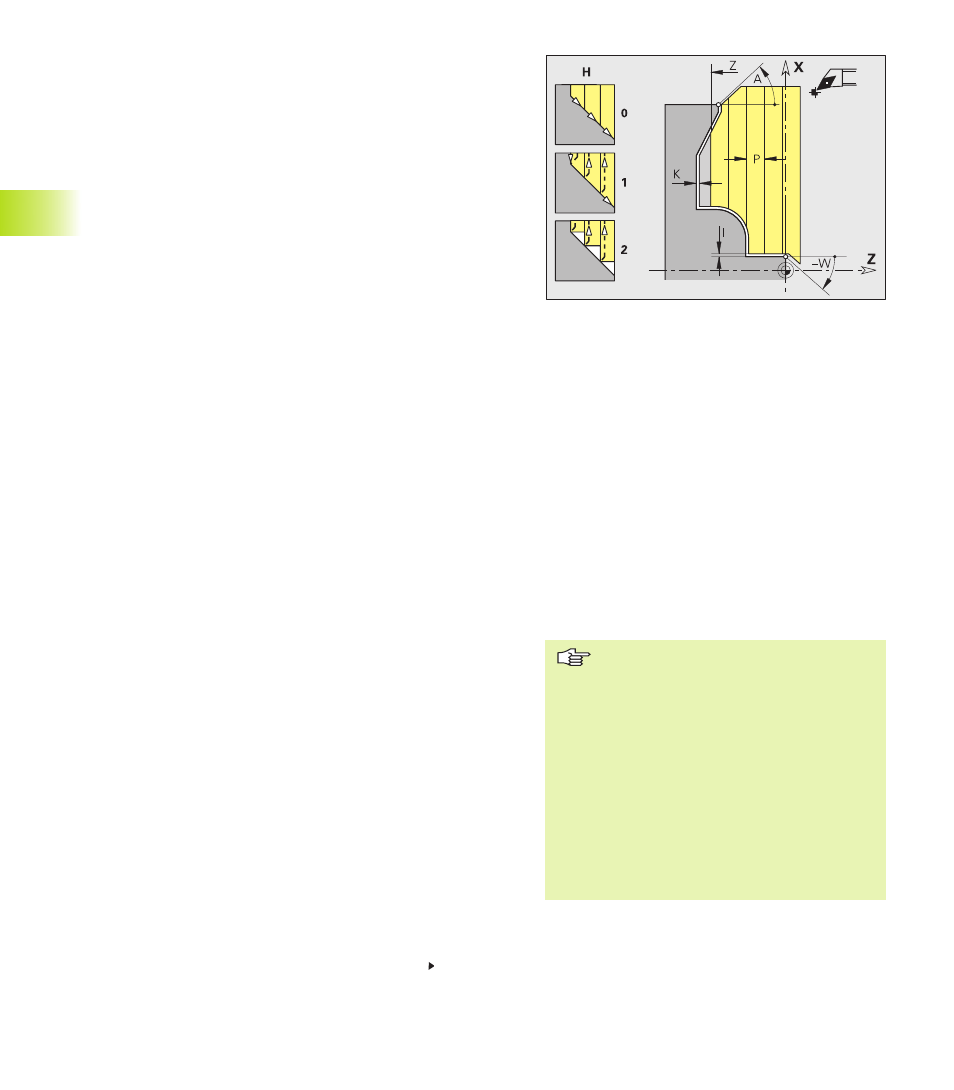
Čeln hrubován G820
G820 obrob část obrysu popsanou pomoc ”NS, NE”. Podle
definice nástroje CNC PILOT rozpozná, zda se jedná o vnějš nebo
vnitřn obráběn . Pomoc ”NS NE” stanov te směr obráběn .
Je li obráběný obrys tvořen pouze jediným prvkem, plat :
■
programováno pouze NS: obráběn ve směru definice obrysu
■
programováno NS a NE: obráběn proti směru definice obrysu
Podle potřeby se obráběná plocha rozděl do několika úseků
(např klad u prohlubn obrysu).
Nejjednodušš formu programován představuje zadán NS, NE a P.
Parametry
NS: č slo počátečn ho bloku (začátek části obrysu)
NE: č slo koncového bloku (konec části obrysu)
P:
maximáln př suv
I:
př davek ve směru X (rozměr průměru) standardně: 0
K:
př davek ve směru Z standardně: 0
E:
zanořován
■
E=0: klesaj c obrysy se neobrob
■
E>0: posuv při zanořován
■
bez zadán : redukce posuvu v závislosti na úhlu zanořován
maximálně 50%
X:
omezen řezu ve směru X (rozměr průměru) standardně: řez
bez omezen
Z:
omezen řezu ve směru Z standardně: řez bez omezen
H:
způsob vyjet standardně: 0
■
H=0: obrob podél obrysu po každém řezu
■
H=1: odsune se pod úhlem 45°; vyhlazen obrysu po
posledn m řezu
■
H=2: odsune se pod úhlem 45° bez vyhlazen obrysu
A:
úhel najet (vztah: osa Z) standardně: 90°/270° (kolmo k ose
Z)
W:
úhel odjet (vztah: osa Z) standardně: 0°/180° (rovnoběžně s
osou Z)
Q:
odjet na konci cyklu standardně: 0
■
Q=0: zpět do bodu startu (nejprve směr Z, pak směr X)
■
Q=1: napolohuje před hotový obrys
■
Q=2: odjede na bezpečnostn vzdálenost a zastav se
V:
vyznačen začátek/konec standardně: 0
zkosen /zaoblen se provede:
■
V=0: na začátku a na konci
■
V=1: na začátku
■
V=2: na konci
■
V=3: neprovede se
■
V=4: zkosen /zaoblen se provede nikoli však základn
prvek (předpoklad: úsek obrysu s jediným prvkem)
D:
potlačen prvků (ovlivňuje obráběn odlehčovac ch zápichů,
soustružených vybrán : viz tabulku) standardně: 0
Prováděn cyklu
1 vypočte úseky obráběn a rozdělen řezů (př suv)
2 provede př suv z bodu startu pro prvn řez se
zřetelem na bezpečnostn vzdálenost (nejprve
směr X, pak směr Z)
3 jede posuvem do c lového bodu X
4 v závislosti na ”H”:
■
H=0: obráb podél obrysu
■
H=1 nebo 2: odjede v úhlu 45°
5 vrát se rychloposuvem zpět a provede př suv pro
dalš řez
6 opakuje 3...5, až se dosáhne ”c lového bodu Z”
7 opakuje př padně 2...6, až jsou obrobeny
všechny úseky obráběn
8 je li H=1: vyhlad obrys
9 odjede tak, jak je naprogramováno v ”Q”
Omezen řezu: Poloha nástroje před
vyvolán m cyklu je směrodatná pro
proveden omezen řezu. CNC PILOT
ub rá materiál na té straně omezen
řezu, na n ž nástroj stoj před vyvolán m
cyklu.
Korekce radiusu břitu: provád se
Př davek G57: ”zvětšuje” obrys (i vnitřn
obrysy)
Př davek G58:
■
>0: ”zvětšuje” obrys
■
<0: nezapoč tává se
Př davky G57/G58 se po konci cyklu
smažou