3 jednoduché lineárn a kruhové pohyby, 6 přkazy k obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 123
HEIDENHAIN CNC PILOT 4290
111
Rychloposuv v souřadnic ch stroje G701
Suport se pohybuje rychloposuvem nejkratš cestou do „c lového
bodu”.
Parametr
X, Z: koncový bod (X rozměr průměru)
S osou Y: viz Př ručku pro uživatele „CNC PILOT 4290 s osou Y”
„X, Z” se vztahuje k nulovému bodu
stroje a vztažnému bodu suportu.
4.6.3
Jednoduché lineárn a kruhové pohyby
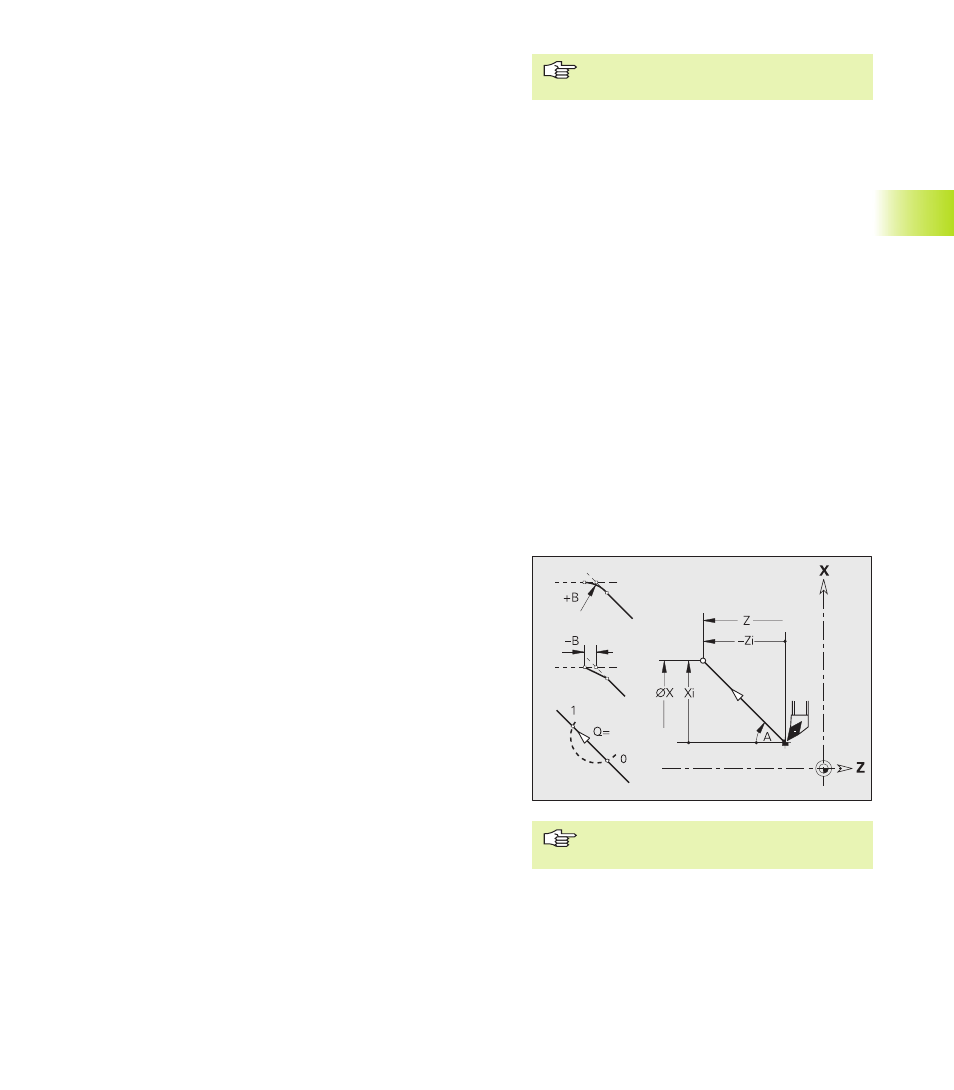
Př mkový pohyb G1
Nástroj se pohybuje lineárně daným posuvem do „koncového
bodu”.
Parametr
X, Z: průměr, vzdálenost koncového bodu (X rozměr průměru)
A:
úhel (směr úhlu: viz pomocný obrázek)
Q:
volba průseč ku – standardně: 0. Koncový bod, prot ná li
př mka kruhový oblouk.
■
Q=0: bližš průseč k
■
Q=1: vzdálenějš průseč k
B:
zkosen /zaoblen – přechod do dalš ho obrysového prvku.
Zadáváte li zkosen /zaoblen , programujte teoretický
koncový bod.
■
B bez zadán : tangenciáln přechod
■
B=0: netangenciáln přechod
■
B>0: radius zaoblen
■
B<0: š řka zkosen
E:
faktor speciáln ho posuvu pro zkosen /zaoblen
(0 < E <= 1) – standardně: 1
(speciáln posuv = aktivn posuv * E)
S osou Y: viz Př ručku pro uživatele „CNC PILOT 4290 s osou Y”
Programován X, Z: absolutně,
inkrementálně, samodržně nebo „?”
4.6 Přkazy k obráběn