4 korekce, 5 automatický pr ovoz – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 56
3 Ručně ř zený a automatický provoz
44
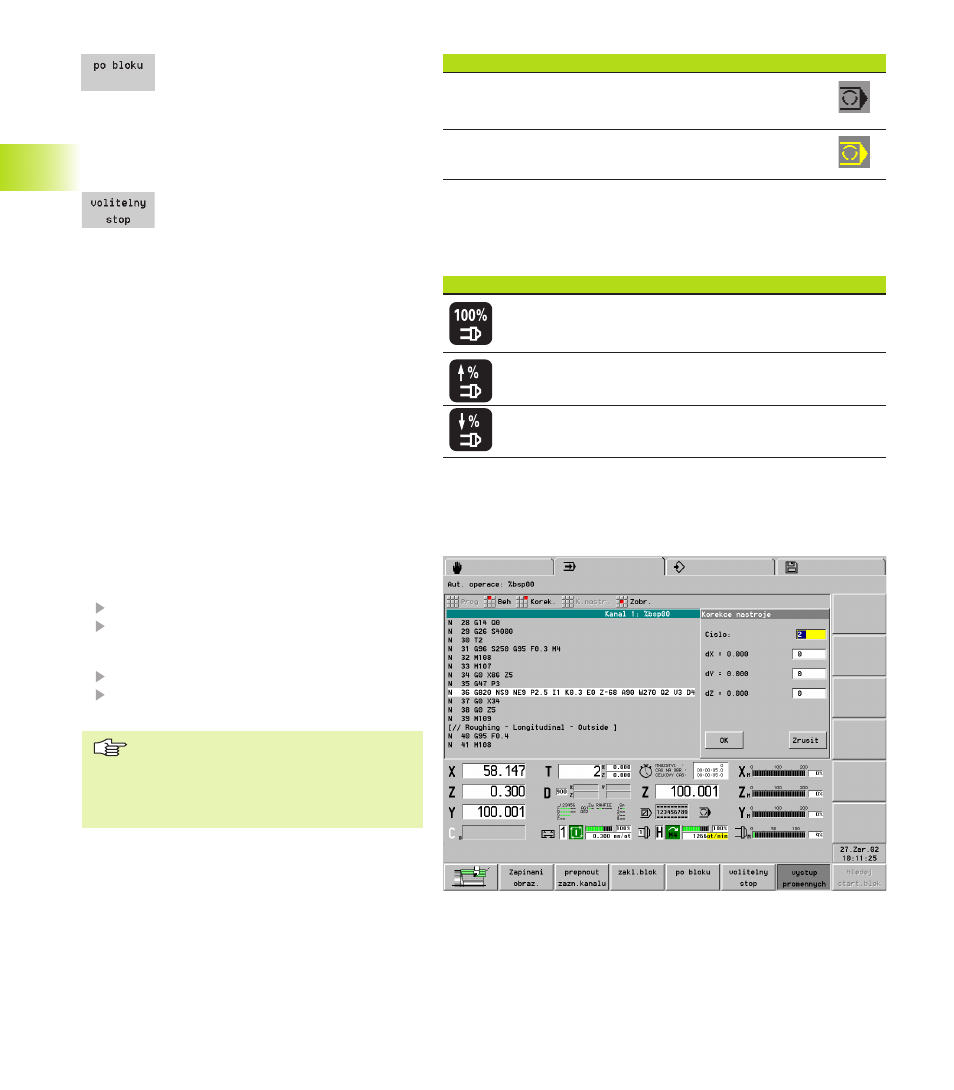
3.5.4 Korekce
■
Korekce nástrojů
Zvolte „Korekce – Korekce nástrojů”
CNC PILOT zap še „č slo T” a platné korekčn
hodnoty aktivn ho nástroje. Můžete zadat jiné
č slo T.
Zadejte korekčn hodnoty
CNC PILOT připočte zadané korekčn hodnoty
k dosavadn m hodnotám.
Korekce nástrojů:
■
působ od nejbližš ho pojezdového
př kazu
■
převezmou se do databanky
■
lze je měnit maximálně o 1 mm
3.5 Automatický pr
ovoz
Provoz „po bloku”
Při „provozu po bloku” se provede
vždy jeden NC př kaz (jeden základn
blok), a pak CNC PILOT přejde do
stavu „stop posuvu”. Po stisknut
tlač tka „Start cyklu” se provede dalš
NC př kaz atd.
Volitelné zastaven
CNC PILOT provede zastaven při
př kazu M01 a přejde do stavu STOP
cyklu. START cyklu pokračuje v
prováděn programu.
Úprava posuvu F% (0% .. 150%)
Úprava programovaného posuvu se provád
toč tkem (ovládac panel stroje). Indikace stroje
zobrazuje aktuáln úpravu posuvu.
Úprava otáček S% (50% .. 150%)
Úpraba otáček resp. návrat na programované
otáčky se provád tlač tky na ovládac m panelu
stroje. Indikace stroje zobrazuje aktuáln úpravu
otáček.
Status volitelného zastaven
volitené zastaven VYP
volitelné zastaven ZAP
Tlač tka pro úpravu otáček
otáčky na 100% (programovaná hodnota)
zvýšen otáček o 5%
sn žen otáček o 5%