5 parametry obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 369
HEIDENHAIN CNC PILOT 4290
357
7.5 Parametry obráběn
pokračován na dalš straně
7.5 Parametry obráběn
Parametry obráběn jsou použ vány generován m
pracovn ch postupů (TURN PLUS) a různými obráběc mi
cykly.
1 – Globáln parametry hotového d lce (drsnost/mezn hodnoty)
Všechny prvky hotového d lce se obráběj podle „ORA a ORW”
(vyhodnocen : dokončovac cyklus G890).
■
Druh drsnosti [ORA] – druh drsnosti povrchu
■
0:
bez udán drsnosti
■
1 – Rt:
hloubka drsnosti v [/um]
■
2 – Ra:
středn hodnota drsnosti v [/um]
■
3 – Rz:
zprůměrovaná hloubka drsnosti v [/um]
■
4 – Vr:
př mé udán posuvu v [mm/ot]
■
Hodnoty drsnosti [ORW]: hodnoty drsnosti nebo posuvu
■
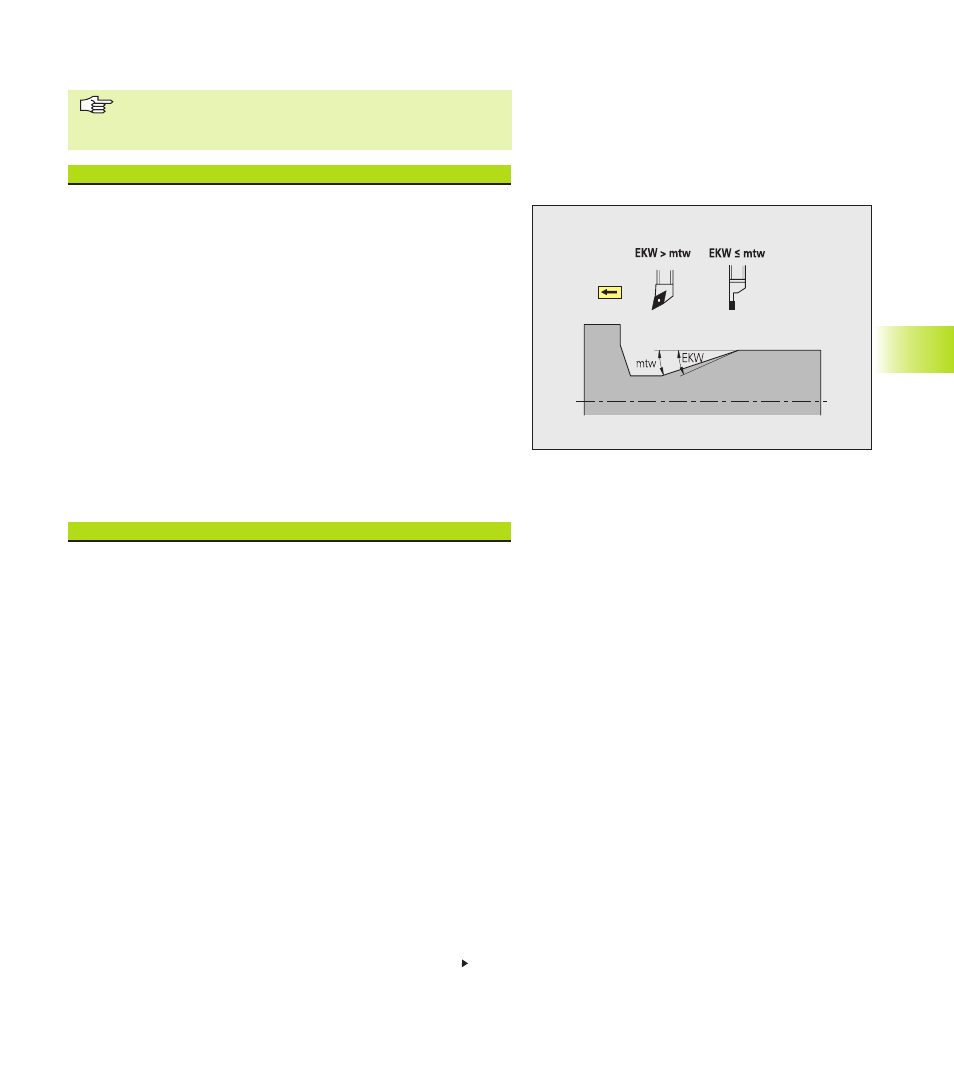
Př pustný úhel dovnitřn ho kop rován [EKW]: mezn úhel u
zanořuj c ch se část obrysu k rozlišen mezi soustružen m nebo
zapichován m.
■
EKW > mtw: vybrán (soustružené)
■
EKW <= mtw: nedefinovaný zápich (nen tvarový prvek)
(mtw = úhel obrysu)
2 – Globáln technologické parametry
Výběr nástroje, výměna nástroje, omezen otáček
■
Výběr nástroje .. [WD] – Při výběru nástroje bere TURN PLUS v
úvahu:
■
1: aktuáln osazen revolverové hlavy
■
2: přednostně aktuáln osazen revolveru, avšak nav c
databanku nástrojů
■
3: databanku nástrojů
■
TURN PLUS revolver [RNR] – předpoklad „WD=1 nebo WD=2”.
RNR definuje, na jaké osazen revolveru se provád př stup:
■
0: aktuáln osazen revolveru prov. režimu STROJ
■
1: TURN PLUS – vlastn osazen revolveru (viz „6.7.2 Vytvořen
seznamu nástrojů”)
■
Způsob pojezdu do bodu výměny nástrojů [WP] – definuje
způsob najet a polohu bodu výměny. Pořad , v jakém se poj žd
osami, definujete v IAG resp. v př slušných parametrech
obráběn při AAG.
■
1: Najet do polohy výměny rychloposuvovými drahami (G0).
IAG – definice způsobu najet a polohy výměny: položka menu
„Cyklus – Najet do polohy výměny nástroje”