7 cykly soustružen – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 150
4 DIN PLUS
138
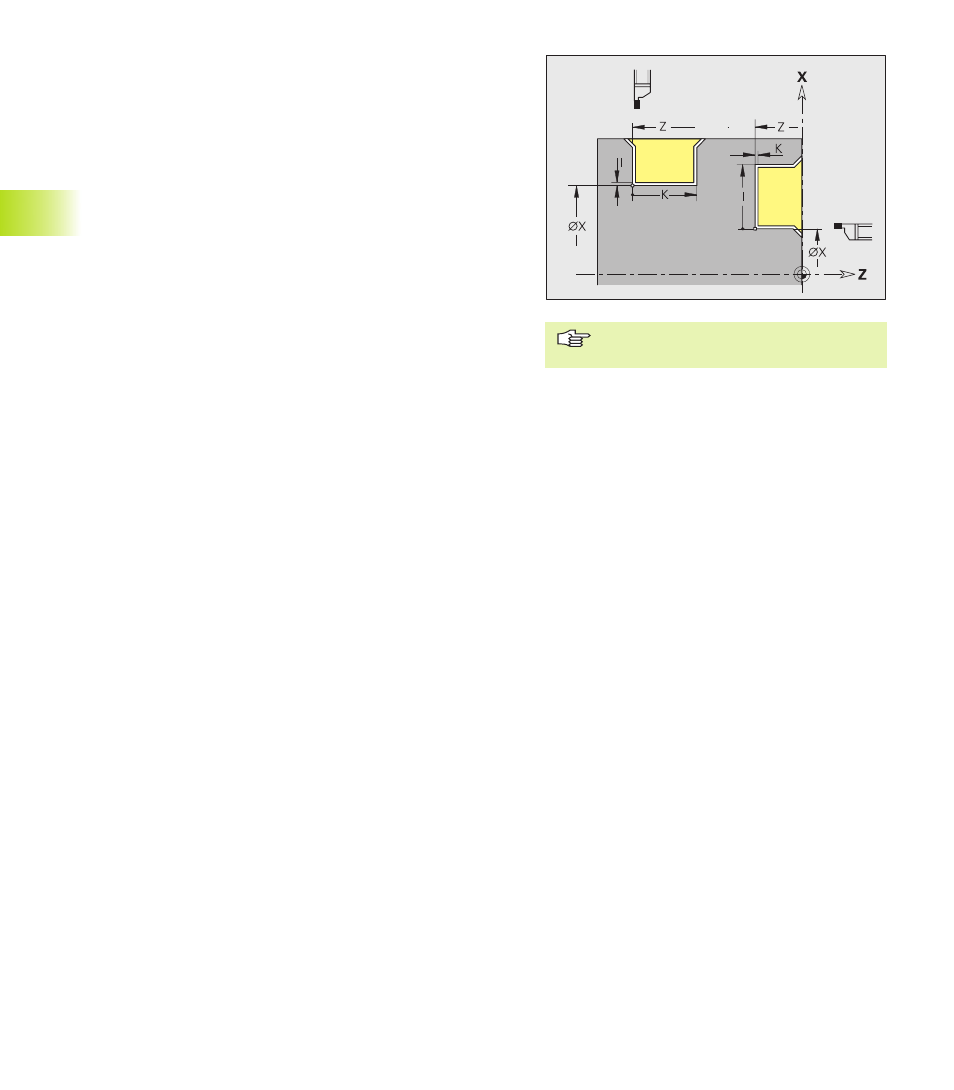
Zapichován G86
G86 vytvář jednoduché radiáln a axiáln zápichy se zkosen m.
CNC PILOT si rozliš radiáln /axiáln resp. vnitřn /vnějš zápich
podle „polohy nástroje”.
Programován „př davku K”: nejprve vyhrubován zápichu, pak
zápich načisto (dokončen )
G86 vytvář po stranách zápichu zkosen . Nechcete li zkosen
využ t, napolohujte před zápichem nástroj dostatečně daleko.
Výpočet polohy startu XS (rozměr průměru):
XS = XK + 2 * (1,3 – b)
XK:
průměr obrysu
b:
š řka zkosen
Prováděn cyklu
1 vypočte rozdělen řezů – maximáln přesazen : SBF * š řka břitu
(SBF: viz parametr obráběn 6)
2 jede rovnoběžně s osou rychloposuvem na bezpečnostn
vzdálenost
3 provede zápich – se zřetelem na př davek na dokončen
4 bez př davku: setrvá po dobu „E”
5 odjede zpět a provede nový př suv
6 opakuje 2...4, až je zápich zhotoven
7 s př davkem: provede dokončen zápichu načisto
8 odjede rovnoběžně s osou rychloposuvem zpět do bodu startu
Parametry
X, Z: rohový bod dna (X rozměr průměru)
radiáln zápich:
I:
př davek
■
I>0: př davek (předp chnut a dokončen )
■
I=0: bez dokončován
K:
š řka zápichu – bez zadán : provede se pouze jeden
zápichový pohyb (š řka zápichu = š řka nástroje)
axiáln zápich:
I:
š řka zápichu – bez zadán : provede se pouze jeden
zápichový pohyb (š řka zápichu = š řka nástroje)
K:
př davek
■
K>0: př davek (předp chnut a dokončen )
■
K=0: bez dokončován
E
časová prodleva (doř znut ) – standardně: doba jedné otáčky
■
s př davkem: pouze při dokončován
■
bez př davku na dokončen : při každém zápichu
■
Korekce radiusu břitu: provád se
■
Př davky nezapoč távaj se
4.7 Cykly soustružen