5 parametry obráběn – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 374
7 Parametry
362
7.5 Parametry obráběn
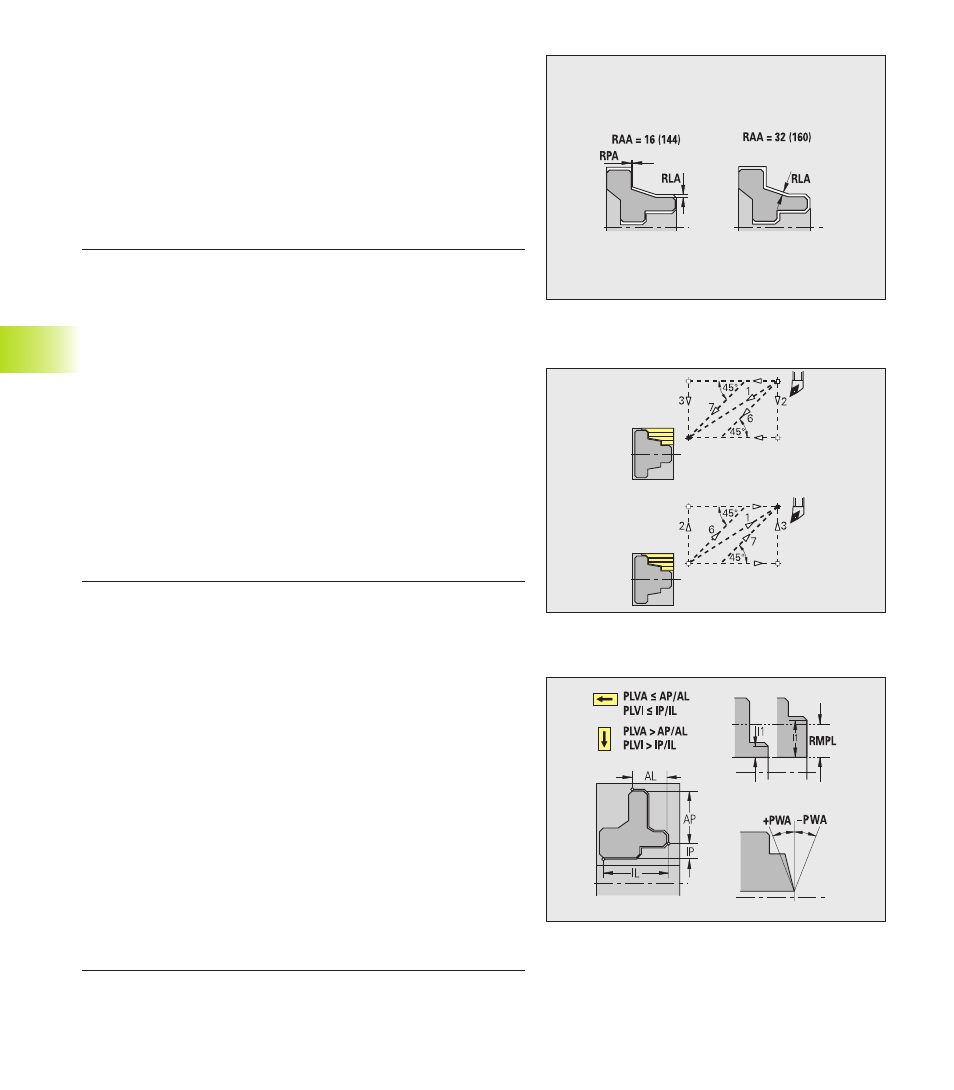
Úsek hotového d lce je možno opatřit př davky:
■
Druh př davku [RAA]
■
16: rozd lný př davek axiálně/radiálně – žádné jednotlivé
př davky
■
144: rozd lný př davek axiálně/radiálně – s jednotlivými
př davky
■
32: ekvidistantn př davek – žádné jednotlivé př davky
■
160: ekvidistantn př davek – s jednotlivými př davky
■
Ekvidistantně nebo axiálně [RLA]: ekvidistantn př davek nebo
axiáln př davek
■
Žádný nebo radiáln [RPA]: radiáln př davek
Hrubován – analýza obráběn
TURN PLUS rozhodne na základě PLVA/PLVI, zda se provede
obráběn axiáln (podélné) nebo radiáln (čeln ).
■
Poměr radiálně/axiálně vnějš [PLVA]
■
PLVA <= AP/AL: axiáln obráběn
■
PLVA > AP/AL: radiáln obráběn
■
Poměr radiálně/axiálně vnitřn [PLVI]
■
PLVI <= IP/IL: axiáln obráběn
■
PLVI > IP/IL: radiáln obráběn
■
Minimáln radiáln délka [RMPL] (rozměr radiusu): určuje, zda
se bude předn radiáln prvek vnějš ho obrysu d lce radiálně
hrubovat.
■
RMPL > l1: bez zvláštn ho radiáln ho hrubován
■
RMPL < l1: se zvláštn m radiáln m hrubován m
■
RMPL = 0: speciáln př pad
■
Odchylka radiáln ho úhlu [PWA]: prvn předn prvek se
považuje za prvek radiáln (čeln ), lež li mezi +PWA a –PWA.
Hrubován – naj žděn a odj žděn
■
Naj žděn na vnějš hrubován [ANRA]
■
Naj žděn na vnitřn hrubován [ANRI]
■
Odj žděn z vnějš ho hrubován [ABRA]
■
Odj žděn z vnitřn ho hrubován [ABRI]
Způsob najet /odjet :
■
1: směr X a Z současně
■
2: nejprve směr X, pak směr Z
■
3: nejprve směr Z, pak směr X
■
6: vlečen , směr X před směrem Z
■
7: vlečen , směr Z před směrem X
Pohyby při naj žděn a odj žděn prob haj rychloposuvem (G0).