2 záhlav programu, 2 správa pr ogramů – HEIDENHAIN CNC Pilot 4290 Uživatelská příručka
Stránka 230
6 TURN PLUS
218
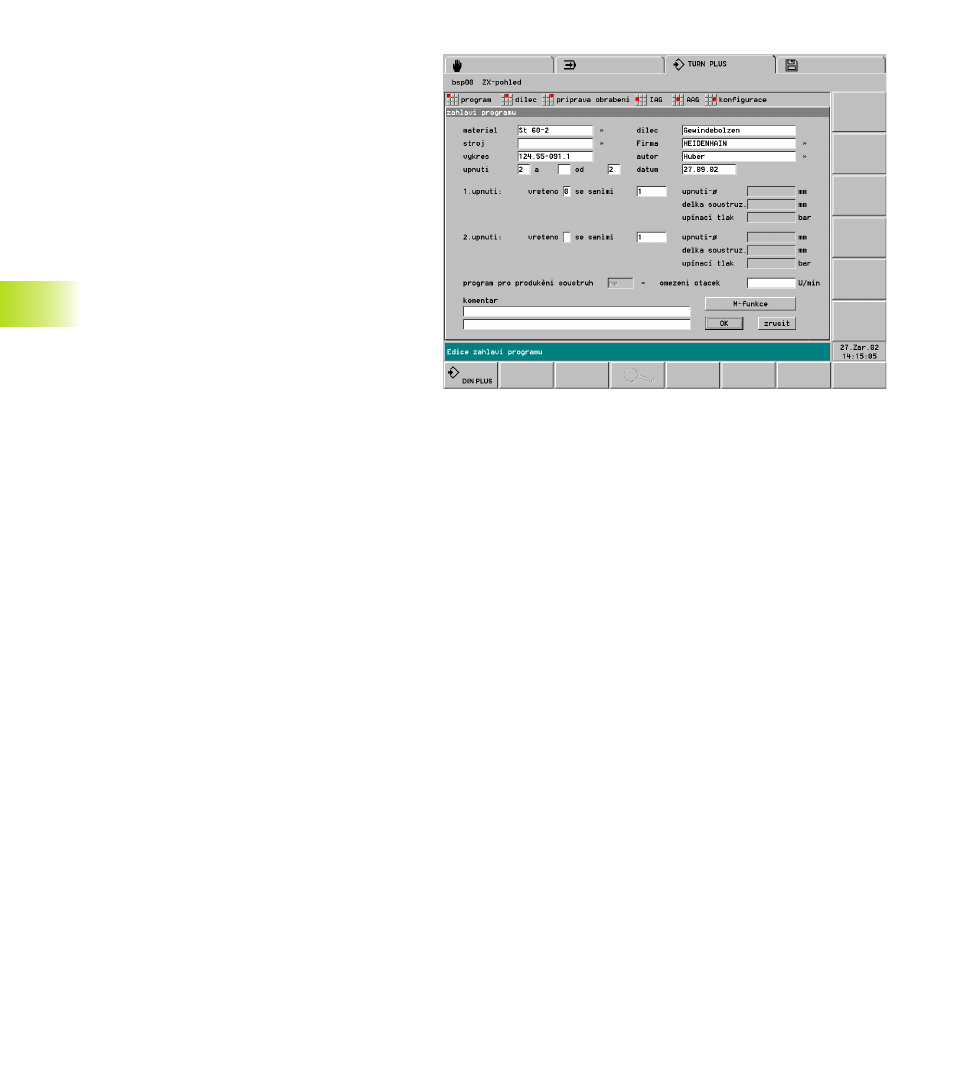
6.2.2 Záhlav programu
ZÁHLAVÍ PROGRAMU obsahuje:
■
Materiál – pro stanoven řezných podm nek
■
Přiřazen vřeteno – suport pro 1. upnut
■
Přiřazen vřeteno – suport pro 2. upnut
Při kompletn m obráběn uve te vřeteno/suport,
jimiž se toto upnut obrob
■
Omezen otáček:
■
bez zadán : SMAX je omezen otáček
■
zadán < SMAX: zadán je omezen otáček
■
zadán > SMAX: SMAX je omezen otáček
SMAX: viz parametr obráběn 2 (globáln
technologické parametry – omezen otáček).
■
Tlač tko „M funkce”: můžete definovat až pět
M funkc , které vezme TURN PLUS v úvahu při
generován NC programu.
■
na „začátku obráběn ”
■
po výměně nástroje (po př kazu T)
■
na konci obráběn
Pole
■
průměr upnut
■
délka pro uvolněn (obrobku z upnut )
■
up nac tlak
si zjist TURN PLUS ve funkci „Př prava” a
automaticky je zap še (viz „6.11.1 Upnut
obrobku”).
Ostatn pole obsahuj organizačn informace a
seřizovac informace, které neovlivňuj prováděn
programu.
Informace záhlav programu se v programu DIN
označuj znakem „#”.
6.2 Správa pr
ogramů